Углеграфитовые материалы
В производстве электродных и электроугольных изделий применяются донецкие антрациты, которые по своим свойствам удовлетворяют требования промышленности. Для получения изделий высокого качества необходимо, чтобы антрацит имел максимальное содержание углерода при минимальном количестве балласта в виде золы, серы и влаги.
3.1.2 ГРАФИТ
Графиты применяют в производстве большинства углеграфитовых материалов. Роль, которую они выполняют в технологии этих материалов, различна. При производстве электродов введение графита в массу улучшает ее пластичность, снижает внутреннее трение массы, а также трение о стенки контейнера и мундштука, что обеспечивает получение более плотных изделий. В этом случае вводится небольшое количество графита (4 – 6 %), но даже такое количество влияет на увеличение электропроводности, теплопроводности и термостойкости электродов.
Главным показателем качества промышленных марок графита служат зольность и гранулометрический состав. Эти показатели достаточны только в том случае, если речь идет о графите определенного месторождения и способа изготовления, так как при одинаковом их значении графиты разного происхождения могут сильно отличаться по другим свойствам.
Натуральные графиты содержат примесь минералов, не полностью удаленных при обогащении руд. Этими минералами являются силикаты, кварц и кальцит. Из примесей, вносимых при обогащении графитовых руд, следует назвать флотационные реагенты – главным образом масло, металлическое и окисленное железо, попадающее в графит во время размола в мельницах. Эти примеси заметно влияют на такие свойства графитовых материалов, как электропроводность и способность пластифицировать электродную массу.
3.1.3 КОКС
Кокс – один из важнейших видов сырья для электродного и электроугольного производства, особенно для графитовых изделий и электроуглей.
Производится два вида малозольных коксов: нефтяные и пековые. Первые получают коксованием нефтяных остатков, вторые – переработкой на кокс каменноугольного пека.
Нефтяные коксы получаются при коксовании различных нефтяных остатков. Свойства нефтяных коксов зависят главным образом от вида исходного сырья. Поэтому нефтяные коксы разделяют по роду нефтяных остатков, из которых они получаются, на две группы: крекинговые и пиролизные. В пределах каждой из этих групп приходится различать еще некоторые разновидности, т.к. пиролиз и крекинг производятся различными способами с применением различной аппаратуры и различном температурном режиме, что в значительной степени влияет на свойства и состав полученных остатков.
Различная микроструктура пиролизного и крекингового коксов существенно влияет на технологические условия производства изделий из этих коксов. Большое количество закрытых микропор в крекинговом коксе осложняет прессование, ведет а образованию в изделиях трещин после снятия нагрузки.
В настоящее время производство нефтяных коксов осуществляется в основном двумя способами: коксование в металлических обогреваемых кубах и замедленное коксование в необогреваемых камерах.
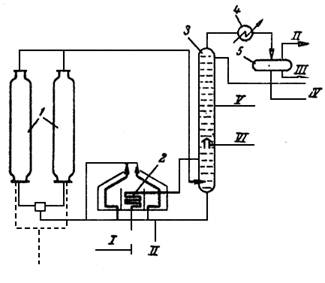
Рис. 2 Принципиальная схема установки замедленного коксования: 1 – коксовые камеры; 2 – нагревательная печь; 3 – ректификационная колонна; 4 – холодильник – конденсатор; 5 – газосепаратор; I – сырье; II – газ; III – вода; IV – бензин; V – легкий газойль; VI – тяжелый газойль; VII – кокс
В настоящее время более широкое применение нашел способ замедленного коксования. Сущность процесса заключается в том, что предварительно нагретое до высокой температуры (500 0С) сырье закачивается в необогреваемые изолированные снаружи реакторы, где производится коксование за счет аккумулированного сырьем тепла.
Первичное сырье после нагрева в печи 2 до 400—405°С смешивается с циркулирующим продуктом в нижней части ректификационной колонны 3, в которой осуществляется выделение газойлевых фракций. Часть их после охлаждения в холодильнике – конденсаторе 4 до 80°С возвращается через сепаратор 5 в колонну в качестве орошения.
В одном блоке по разным схемам устанавливают два или четыре реактора. В нагревательной печи обычно бывает два сырьевых потока. Ректификационные колонны могут быть использованы и для разделения газойля на легкий и тяжелый.
После ректификации смесь исходного сырья при температуре 380-400 °С подается снова в печь для нагрева до 475-510 °С. Нагретое сырье через распределитель, оборудованный четырехходовыми кранами, поступает снизу в один из реакторов.
После заполнения реактора коксом горячий поток сырья переключают в следующий подготовленный реактор. Температура в реакторе 470—480 °С, давление в камерах (избыточное) до 1,7ат. Аппарат рассчитан на заполнение в течение 24 ч. Заполненный коксом аппарат после отключения пропаривают с целью отгона от кокса дистиллятных нефтяных фракций, которые направляются в ректификационную колонну 3.
Затем кокс охлаждают водой и после охлаждения производят выгрузку, осуществляемую гидравлическим методом, т.е. струей воды, вводимой специальными устройствами (резаками) в пробуренную центральную скважину под давлением 150 кг/см2. Кокс вместе с водой попадает в передвижной бункер-дробилку, где дробится до кусков размерами 100—200 мм и падает в приемник. Смесь кокса и воды (1:6) поступает в бункеры, откуда обезвоженный кокс грузят в вагоны или в автомашины.
Кокс замедленного коксования непрочен, образуется большое количество мелких фракций, которое зимой легко смерзаются; при транспортировке кокс сильно измельчается.
3.2 СВЯЗУЮЩИЕ МАТЕРИАЛЫ
В качестве связующих материалов могут применяться материалы, которые в процессе обжига коксуются и, оставляя достаточное количество прочного кокса, придают изделиям необходимую прочность и однородность, а также сообщить связность формуемой массе.
Наилучшими связующими материалами, которые в настоящее время приняты для производства всех видов изделий электродной и электроугольной промышленности, являются продукты, получаемые при коксовании угля в виде пека и смолы.
кристаллический гексагональный графит антрацит смола
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. М., "Металлургия", 1972.
2. Шулепов С.В. Физика углеграфитовых материалов. М., "Металлургия", 1972.
3.Фиалков А.С. Углеграфитовые материалы. М., "Энергия", 1979
4. Красюков А. Ф. Нефтяной кокс. М., "Химия" М., 1966 г. 264 с