Встроеная мебельРефераты >> Строительство >> Встроеная мебель
Поверхность полок шлифуют на шлифовальном станке.
Элементы шкафов, отделанные древесиной ценных пород покрывают лаком, а не отделанные окрашивают нитроэмалью или масляной краской.
При транспортировании для предохранения от порчи элементы шкафа попарно лицевыми поверхностями друг к другу, прокладывая между ними бумагу. Хранят элементы шкафов в горизонтальном положении в сухих складах, а перевозят в контейнерах.
На строительство шкафы поставляют комплектно с приборами, уложенными в отдельную тару.
Встроенную мебель (шкафы, антресоли) устанавливают после настилки полов в помещении, выполнения штукатурных и санитарно-технических работ.
Шкафы монтируют из готовых элементов на полу. Их прикрепляют к полу, потолку, стенам гвоздями, шурупами и болтами. К стенам элементы шкафов крепят с помощью деревянных пробок, в которые ввинчивают шурупы или забивают гвозди. Элементы шкафов между собой собирают на шурупах или болтах.
Жесткость шкафа обеспечивается за счет прочного соединения стенок с дверными блоками, а также с нижней и верхней частями шкафа (антресолями и др.). Соединяют элементы шкафа на болтах или шурупах лишь после правильности установки. Вертикальность установки проверяют отвесом и угольником.
В шкафах после установки их на место монтируют полки или штанги для платьев.
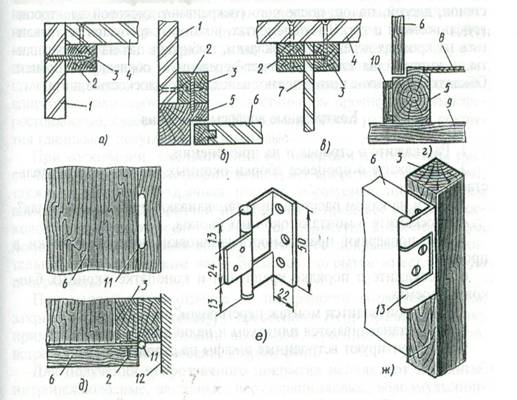
РИС. 2.
Виды соединения элементов встроенных шкафов приведены на рисунке 2, а, б, в. Элементы шкафа, примыкающие к полу, т. е низ шкафа, закрывают плинтусом. Места примыкания шкафа к стенам отделывают рейками или наличниками. В зависимости от размеров зазоры между потолком и верхом шкафа закрывают рейкой или специальным карнизом.
Полку, отделяющую антресольную дверь от шкафной, крепят полотно к боковым стенкам шкафа, остальные полки делают съемными, причем полки кладут подполочные бруски, металлические или пластмассовые полка - держатели. Для облегчения уборки нижней части шкафа в шкафах делают полик 8 (рис. 2, г).
Двери шкафа навешивают на пятниковые или карточные петли (рис. 2, д.). Карточные петли выступают с наружной части двери, поэтому целесообразно применять специальные петли (рис. 2, е, ж).
Для открывания шкафных дверей применяют ручки. Закрывают двери шкафа задвижками, состоящими из алюминиевого корпуса и вмонтированного в него шпингалета. Для передвижения шпингалет имеет кнопку. Двери навешивают так, чтобы они плотно прикрывались и не пружинили при открывании и закрывании.
На строительство встроенная мебель поступает в виде отдельных элементов (рис. 3), но также приходится на месте изготовлять элементы шкафов из древесной – стружечных плит толщиной 16 или 19 мм.
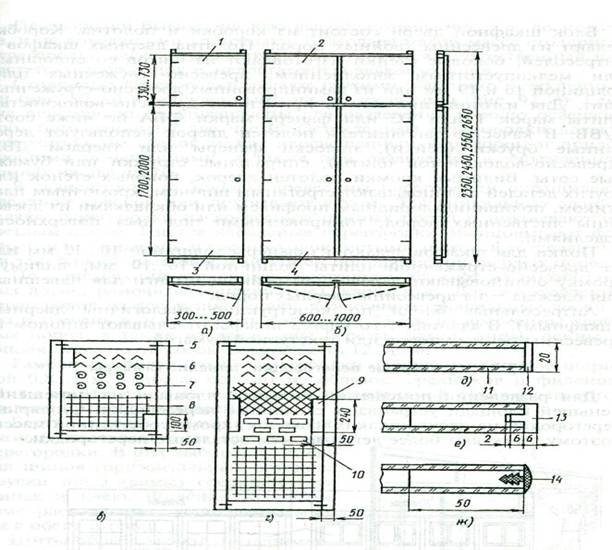
Рис.3
Рис.3 (а - однопольная шкафная дверь ; б - двупольная шкафная дверь;
в - антресольная дверь(разрез); г - шкафная дверь (разрез); д- обкладка;
е - деревянная обкладка двери; ж - обкладка двери хлорвиниловым профилем; 1- антресольный однополый блок; 2- антресольный двуполый блок;
3- однопольный шкафной блок; 4- двупольный шкафной блок; 5- металлическая скрепка;
6- заполнение из ломаных полосок; 7- заполнение серединки спиралями; 8- заполнение серединки из решетки твердых древесноволокнистых плит; 9- брусок под замок, ручку-завертку; 10- заполнение серединки брусками; 11- облицовка из твердых древесно - волокнистых плит; 12- планка; 13-деревяная обкладка; 14- хлорвиниловый профиль).
В соответствии с рабочими чертежами на месте наносят размеры элементов шкафа - стенок, дверей, полок, после чего раскраивают дисковой электропилой, ножовкой и т.д. В тех элементах, в которых требуется устанавливать на кромках деревянные обкладки, выбирают паз на кромке плиты, в которой на клею вставляют деревянную обкладку с гребнем. Обкладку элементов щитов делают заподлицо с плоскостью щита.
Описание технологического процесса
Технологический процесс производства шкафов-купе делится на два потока: поток изготовления щитовых деталей и поток изготовления деталей из пиломатериалов.
Полноформатные плиты поступают на станок ЦТ4Ф для раскроя. После этого станка имеется межоперационный запас размером 100м3, на случай выхода станка из строя. Раскроенные плиты, с помощью траверсных тележек передаются на линию облицовки пасти МФП – 1, туда же, с линии ребросклеивания шпона (куда входят станки: РС – 9, ПТШ – 1, НГ – 18, НГ – 30) поступает лущёный шпон, которым и облицовываются пласти.
Режим облицовывания следующий:
- вязкость клея (по ВЗ – 4), с …………………………… … 80¸120;
- расход клея (с учётом потерь), г/м2 …………………………145¸210;
- удельное давление (на единицу площади), МПа …………. .0,5¸1;
- температура плит пресса, 0С ………………………………. 110¸140;
- время выдержки под давлением, с ……………………… 30 ¸60;
- технологическая выдержка, не менее, ч ……………………2
Полученные заготовки отправляются на двусторонний станок
МФК – 3 (), на котором производиться облицовка кромок.
Режим облицовки кромок щитов с применением клея – расплава марки ТКП – 4
- температура, 0С:
для обогрева клеевой ванны……………………………….150¸190
на валике……………………………………………………40¸70
- расход клея – расплава, г/м2, не более………………………260
- скорость подачи, м/мин………………………………………10¸30
- термостабильность клея, при 160 – 1800С, ч, не менее…….5
И после МФП – 1, и после МФК – 3 облицованные щиты проходят технологическую выдержку на подстопных местах, уложенные в стопы на напольные рольганги .
Некоторые заготовки после этих операций являются кратными, поэтому производят их раскрой до нужных размеров на станке Ц6 – 2 и облицовывают на одностороннем станке МОК – 4.
Щиты соединяют между собой эксцентриковыми стяжками, поэтому в щитах при помощи многошпиндельного горизонтально – вертикального станка СГВП – 2 () присаживают отверстия на пасти и кромках, отверстия в более мелких деталях (например, в планке) просверливают на вертикальном станке СВП – 2 . После сверления щиты необходимо отшлифовать. Для этого используется линия шлифования ЛДШ и шлифовальный станок ШлПС – 5 (). Если щиты в данном изделии являются боковыми (лицевыми), то они шлифуются только на линии ЛДШ 2 раза (1-й раз до 26¸16 мкм, 2-й – до 12¸10мкм), а если фасадными, то после этой линии дошлифовываются на станке ШлПС – 5 (до 8¸6 мкм). Исключением является фасадная стенка ящика, которая все три раза шлифуется на станке ШлПС – 5 до шероховатости не более 16 мкм.
Полученные таким образом щитовые детали с помощью траверсной тележки КТТр – 1 направляются в цех по комплектации готовых изделий.
Одновременно с изготовлением щитовых деталей мебели происходит изготовление и брусковых деталей.
Пиломатериалы, поступающие в цех, раскраивают поперёк на торцовочном станке ЦПА – 40 и вдоль на прирезном станке ЦДК – 2. Для получения заданных размеров заготовок по толщине и ширине, они обрабатываются на четырёхстороннем фрезерном станке С16 – 4. На этом же станке заготовки, предназначенные для изготовления полозков пятым валом распиливаются на нужное сечение.(15´15мм). А заготовки для ящиков отправляются на шипорезный станок ШПК – 40, для нарезания ящичных шипов. После этого каждая заготовка шлифуется на станке ШлДБ – 4, а затем отправляется в вайму СБЯ – 2 для сборки коробки ящиков. После ваймы предусмотрена технологическая выдержка. Выдержанные коробки отправляются на станок ШлДБ – 4 для обгонки по периметру. Затем к ним на рабочем месте крепится на шурупы фасадная стенка и только после этого, изготовленный таким образом ящик, отправляется на горизонтальный сверлильно – пазовальный станок СВПГ – 1, на котором просверливается отверстие для ручки.