ПосадкиРефераты >> Строительство >> Посадки
(отклонения даны для диаметра 40 мм)
Посадка с зазором характеризуется наибольшим, наименьшим и средним зазором, которые определяются по формулам:
![]()
![]()
![]()
Посадка с зазором обеспечивает возможность относительного перемещения собранных деталей. К посадкам с зазором относятся также посадки, в которых нижнее отклонение отверстия совпадает с верхним отклонением вала, т.е. Smin = 0. В случае посадки с зазором поле допуска вала всегда будет располагаться ниже поля допуска отверстия (рис. 2, а).
Посадка с натягом характеризуется: наибольшим, наименьшим и средним натягом, которые определяются по формулам:
![]()
![]()
![]()
Посадка с натягом обеспечивает взаимную неподвижность деталей после их сборки. В случае посадки с натягом поле допуска отверстия расположено под полем допуска вала (см. рис. 2, б).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга. Она характеризуется наибольшим зазором и натягом. В переходной посадке поля допусков отверстия и вала перекрываются частично или полностью (см. рис. 2, в).
Из-за неточности выполнения размеров отверстия и вала зазоры и натяги в соединениях, рассчитанные из эксплуатационных требований, не могут быть выдержаны точно. Отсюда появляется понятие "допуск посадки".
Допуск посадки — разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга TN в посадках с натягом), в переходных посадках допуск посадки — сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению:
|
| или |
|
Пример обозначения посадки: 40+0,03/-0,08, где 40 - номинальный размер (в мм), общий для отверстия и вала.
Согласно ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-82 в системе ИСО и ЕСДП установлены допуски и посадки для размеров менее 1 мм и до 500 мм, свыше 500 до 3150 мм, а в ЕСДП – для размеров свыше 315 до 10 000 мм. В ЕСДП поля допусков для размеров менее 1 мм выделены отдельно.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин построены по единым принципам. Посадки в системе отверстия и в системе вала показаны на рис. 3.
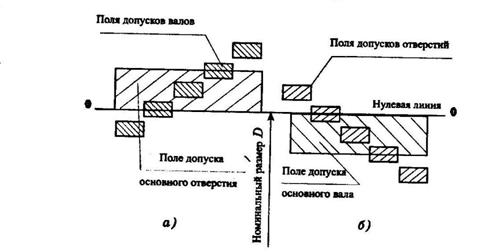
Рис. 3. Примеры расположения полей допусков
для посадок в системе отверстия (а) и в системе вала (б)
Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 3, а), и обозначают Н. Для всех посадок в системе отверстия нижнее отклонение отверстия El = 0, т.е. нижняя граница поля допуска основного отверстия всегда совпадает с нулевой линией, верхнее отклонение ES всегда положительное и равно цифровому значению допуска, т.е. TD = ES -El = ES - 0 = ES. Поле допуска основного отверстия откладывают вверх, т.е. в материал детали.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 3, б), который обозначают h. Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией, нижнее отклонение отрицательное и равно цифровому значению допуска по модулю, т.е. допуск основного вала, так же как и все допуски, положительный (Td = es - ei = 0 - (-ei) = |ei|. Поле допуска основного вала откладывают вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной. Характер одноименных посадок (т.е. предельные зазоры и натяги) в системе отверстия и в системе вала примерно одинаков. Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.
Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками и т.п.) и применяют для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура возможного режущего инструмента, необходимого для обработки отверстий. Поэтому преимущественное распространение получила система отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. При выборе системы посадок необходимо также учитывать допуски на стандартные детали и составные части изделий (например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготовлять по системе отверстия, а гнездо в корпусе для установки подшипника — по системе вала).
При проведении ремонта целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называют внесистемными или комбинированными.
Для построения систем допусков устанавливают единицу допуска i (I), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности, а также число единиц допуска (а), зависящее от качества изготовления (квалитета) и не зависящее от номинального размера (в ЕСДП установлено 19 квалитетов). Квалитет — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Порядковый номер квалитета возрастает с увеличением допуска: 01; 0; 1; 2; .;17, допуск по квалитету обозначается через IT с порядковым номером, например IT14.