Дуговая электросталеплавильная печьРефераты >> Металлургия >> Дуговая электросталеплавильная печь
Периоды плавки обуславливаются особенностями протекания физико-химических процессов и определяют различия задач системы автоматического контроля.
Управляющими воздействиями на процесс плавки в дуговой печи являются:
- электрическая мощность;
- напряжение питающего тока (длина дуги);
- состав шихты, количество и состав присадок;
- расход кислорода на продувку металла;
- электромагнитное перемешивание ванны.
Возмущающие воздействия, прежде всего можно подразделить на две группы: а) возмущения электрического режима и б) возмущения технологического и теплотехнического режима.
Возмущения электрического режима возникают из-за обвалов шихты в период плавления, кипения металла в периоды с жидкой ванной, обгорания электродов, подъема уровня металла по мере плавления, колебаний сопротивления дугового промежутка, вызванных изменениями температурных условий в зоне дугового разряда. Возмущения технологического и теплотехнического характера связаны с нестабильностью состава шихты, нестационарностью протекания физико-химических реакций в ванне, введением присадок, износом кладки, выбиваниями и подсосом газов в печь.
К основным задачам автоматизированного управления процессом плавки в ДСП можно отнести следующие:
1. Централизованный контроль за ходом технологического процесса с сигнализацией и регистрацией отклонений от заданных параметров.
2. Управление металлургическим процессом:
- расчет оптимального состава шихты, исходя из планируемых заданий и наличия исходных сырьевых материалов;
- управление загрузкой печи в соответствии с рассчитанным составом шихты;
- расчет кислорода, легирующих и шлакообразующих, обеспечивающих получение металла заданного состава и качества и экономию материалов;
- прогнозирование момента окончания технологических периодов с обеспечением заданных значений температуры и химического состава металла.
3. Управление энергетическим режимом, обеспечивающее:
- введение электроэнергии с учетом теплового состояния печи и тепловой энергии, вводимой в печь другими источниками;
- максимальное использование мощности печи;
- минимальные удельные расходы энергоносителей;
- нормальную эксплуатацию электрического и другого печного оборудования.
4. Управление вспомогательными операциями (отбором проб, замером температуры металла и др.).
5. Сбор и обработку информации с выдачей необходимой документации, в том числе учет и регистрацию расходов шихтовых материалов, электроэнергии, кислорода и других энергоносителей, распечатка протоколов плавки.
6. Контроль за работой оборудования с сигнализацией и регистрацией неисправностей и непредвиденных остановок.
Предусматриваемый на ДСП объем средств автоматического контроля и управления должен обеспечивать поддержание с требуемой точностью заданных технологией режимов и параметров процесса электроплавки, а также безопасность эксплуатации агрегата.
Рациональный объем автоматизации новых и реконструируемых печей определяется с учетом технологически требований к управлению процессом выплавки различных марок сталей, развития электросталеплавильного производства в направлении повышения удельной мощности трансформаторов, использования данных о передовом зарубежном опыте и научных разработок в области автоматизации процесса электроплавки.
ДСП необходимо оснащать современными быстродействующими регуляторами мощности, обеспечивающими высокие технико-экономические показатели и имеющими высокую надежность. Автоматический регулятор должен поддерживать заданное соотношение между силой тока и напряжением дуги в данной фазе печи при наименьших дисперсиях, обеспечить скорость перемещения электрода не менее 5-6 м/мин. Системы управления весовым дозированием компонентов металлошихты и дозированием ферросплавов и шлакообразующих материалов должны обеспечить подачу металлошихты в бадью и ферросплавов для загрузки в печь с погрешностью не долее 0.3%.
Система управления электрической мощностью должна обеспечить программное изменение мощности и ступени напряжения трансформатора в соответствии с заданным электрическим режимом плавки, поддержание заданной мощности трех фаз с погрешностью не более 2.0% и заданного температурного графика металла по ходу плавки с отклонениями, не превышающими 15 °С. Система управления химическим составом металла должна обеспечить получение заданного состава стали в соответствии с требованиями ГОСТ или ТУ.
Группа печей емкостью 50-200 т должна оснащаться АСУ ТП плавки с использованием УВМ.
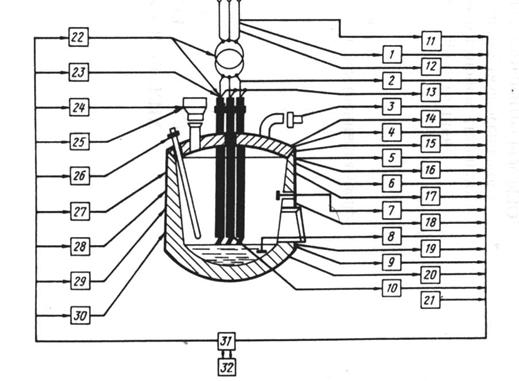
Рис. 2. Рациональный объем автоматизации ДСП.
1 — устройство для измерения расхода активной энергии; 2 — устройство для измерения среднеквадратичных токов; 3 — устройства для измерения расхода, температуры и состава отходящих газов; 4 — устройство для измерения положения кислородной фурмы; 5 — устройство для определения состава стали и шлака; 6 — устройство дли измерения расхода газа и кислорода на горелки; 7 — устройство для измерения температуры футеровки; 8 — устройство для измерения температуры металла в ванне печи; 9 — устройства для измерения расхода, давления и температуры воды; 10 - устройство для измерения положения электродов; 11 — устройство для измерения расхода реактивной энергии; 12 — устройство для измерения коэффициента мощности; 13 — устройства для измерения активной и реактивной мощности; 14 — устройства для измерения расхода, давления и количества кислорода; 15 — устройство для взвешивания ферросплавов; 16 — устройство для измерения перепада температур воды на входе и выходе охлаждаемых элементов; 17 — устройство для измерения давления и расхода газа; 18 — устройство для взвешивания металлизованных окатышей; 19 — весы для взвешивания скрапа; 20 — устройство для взвешивания шлакообразующих и заправочных материалов; 21 — устройство для взвешивания жидкого металла в ковше; 22 — система автоматического управления (САУ) электрическим режимом; 23 — регулятор мощности; 24 — САУ весовым дозированием металлизованных окатышей; 25 — САУ весовым дозированном ферросплавов и шлакообразующих; 26 — САУ продувкой ванны кислородом; 27 — система регулирования давления газов под сводом печи; 28 — САУ весовым дотированием компонентов металлошихты; 29 — САУ химическим составом металла и шлака; 30 — система измерения времени плавки и технологических интервалов; 31 — система сбора и обработки информации; 32 — УВМ.
АСУ ТП выплавки стали в ДСП выполняет следующие функции:
- расчет шихты, кислорода, легирующих и шлакообразующих материалов;
- расчет параметров электрического режима;
- выдачу и коррекцию заданий локальным системам управления;
- регистрацию и сигнализацию отклонения текущих параметров от заданных значений, регистрацию неисправностей оборудования и нарушений технологического режима;
- централизованный контроль основных технико-экономических показателей работы печи;
- выдачу информации на печь;
- выдачу оперативной технологической информации оператору.