Технология выполнения заклепочных соединенийРефераты >> Технология >> Технология выполнения заклепочных соединений
 Заклепки для швов с односторонним подходом в зону клепки. Конструктивно эти заклепки выполняются во многих вариантах. Наиболее широко применяются заклепки с сердечником, гайки-пистоны, заклепки с высоким сопротивлением срезу для односторонней клепки и взрывные заклепки.
Заклепки для швов с односторонним подходом в зону клепки. Конструктивно эти заклепки выполняются во многих вариантах. Наиболее широко применяются заклепки с сердечником, гайки-пистоны, заклепки с высоким сопротивлением срезу для односторонней клепки и взрывные заклепки.
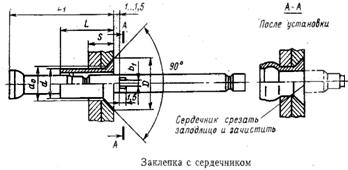 Заклепка с сердечником состоит из двух частей – пистона и сердечника. Пистон выполнен в виде стержня с центрально расположенным отверстием. Внутрь пистона вставлен сердечник, который представляет собой ступенчатый стержень, заканчивающийся захватной и замыкающей головками (см. рис.).
Заклепка с сердечником состоит из двух частей – пистона и сердечника. Пистон выполнен в виде стержня с центрально расположенным отверстием. Внутрь пистона вставлен сердечник, который представляет собой ступенчатый стержень, заканчивающийся захватной и замыкающей головками (см. рис.).
Со стороны замыкающей головки стержень имеет утолщение, а со стороны захватной головки - кольцевую проточку - шейку, по которой сердечник разрывается в момент окончания клепки.
После установки заклепки в конструкцию, выступающую часть сердечника срезают заподлицо с поверхности заклепки.
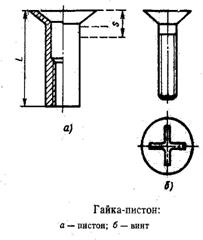 Гайка-пистон – пистон с закладной головкой – внутри на половину своей длины имеет резьбу; остальная часть отверстия со стороны закладной головки выполнена без резьбы и имеет больший диаметр, чем резьба (см. рис.). Пистон вставляют в отверстие, в резьбу ввертывают наконечник инструмента и осаживают пистон, при этом образуется «замыкающая» головка, а затем наконечник инструмента.
Гайка-пистон – пистон с закладной головкой – внутри на половину своей длины имеет резьбу; остальная часть отверстия со стороны закладной головки выполнена без резьбы и имеет больший диаметр, чем резьба (см. рис.). Пистон вставляют в отверстие, в резьбу ввертывают наконечник инструмента и осаживают пистон, при этом образуется «замыкающая» головка, а затем наконечник инструмента.
В отверстие гайки-пистона ввертывают винт, который повышает прочность такой заклепки и исключает возможность попадания внутрь конструкции грязи и влаги. Длина гайки-пистона определяется из условия:
L = S + 1.8d для заклепок с диаметром 5 мм,
L = S + 1.5d для заклепок с диаметром 6 мм,
Где L – длина гайки-пистона, которая изменяется от 11 до 19 мм с допуском ±0.5 мм; S – толщина соединяемого пакета. Длина винта принимается на 2 мм короче длины гайки-пистона.
Заклепка с высоким сопротивлением срезу для односторонней клепки состоит из корпуса 1, винта 2 и кольца 3 (см. рис.).
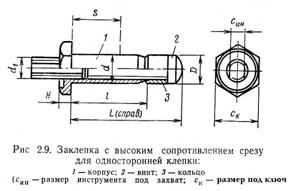 При установке заклепки в конструкцию инструмент фиксирует положение корпуса по шестиграннику или крестообразному шлицу в головке заклепки и предотвращает поворот корпуса. Винт имеет головку и стержень с левой резьбой. По длине стержня имеется выточка, по которой он обрывается в процессе клепки; на свободном конце стержня за выточкой имеются лыски, по которым стержень фиксируется от прокручивания в процессе клепки. Кольцо имеет наружный диаметр, соответствующий диаметру заклепки (корпуса), внутренний – наружному диаметру резьбы винта.
При установке заклепки в конструкцию инструмент фиксирует положение корпуса по шестиграннику или крестообразному шлицу в головке заклепки и предотвращает поворот корпуса. Винт имеет головку и стержень с левой резьбой. По длине стержня имеется выточка, по которой он обрывается в процессе клепки; на свободном конце стержня за выточкой имеются лыски, по которым стержень фиксируется от прокручивания в процессе клепки. Кольцо имеет наружный диаметр, соответствующий диаметру заклепки (корпуса), внутренний – наружному диаметру резьбы винта.
Диаметры отверстий в деталях под заклепки с высоким сопротивлением срезу такие же, как и под заклепки с сердечником. Длина заклепки l в зависимости от толщины соединяемого пакета S определяется по формуле
l ≈ S + 4 мм.
Общая длина заклепки L (мм) определяется по формуле
L = l + (7.5 ÷ 10.5)
или l и L определяют по таблицам нормалей на заклепки с высоким сопротивлением срезу. В чертежах изделия заклепки обозначают 5901А 6 18 (т.е. заклепки с шестигранной головкой , d = 6 мм, l = 188 мм).
В процессе установки заклепки стержень затягивают до отрыва хвостовика винта. К моменту отрыва хвостовика из кольца образуется замыкающая головка требуемого размера.
Взрывная заклепка представляет собой цилиндрический стержень, имеющий на одном конце закладную головку, а на другом – две соосно расположенные камеры (двухкамерная взрывная заклепка) с взрывчатым веществом.
5. СПОСОБЫ КЛЕПКИ
В конструкциях, изготовляемых из легких сплавов, заклепочные соединения и способы их выполнения значительно отличаются от применяемых в общем машиностроении для черных металлов. Это объясняется рядом причин, из которых основными являются следующие.
1. Различие в физических и механических свойствах легких сплавов и черных металлов.
2. При расчете заклепочных соединений в конструкциях из легких сплавов и при холодной клепке принимают в первую очередь во внимание работу стержня заклепки на срез. При расчете же клепаных швов при горячей клепке учитывают главным образом увеличение сопротивления сдвигу соединяемых листов. Заклепки при холодной клепке должны полностью заполнять отверстие, не вызывая при этом излишнего напряжения в стенках отверстий склепываемых деталей.
3. Для установки заклепок из легких сплавов в холодном состоянии требуются другие методы работы, чем при горячей клепке.
4. На поверхностях деталей из легких металлов не должно быть никаких повреждений в зоне шва, возникающих в результате работы клепального инструмента и оборудования.
5. Если при изготовлении агрегатов самолета детали из легких сплавов соединяют с деталями из пластмассы, кожи, фибры и т. д., то требуется применение специальных заклепок и методов клепки.
Наличие перечисленных выше специфических особенностей привело конструкторов и технологов к разработке и применению в авиационной промышленности специальных видов клепального оборудования и способов клепки.
Клепальные процессы в самолетостроении можно классифицировать по ряду признаков. В зависимости от подхода к месту клепки различают виды клепки:
а) с двусторонним подходом - доступ к закладной и замыкающим головкам открыт с двух сторон;
б) с односторонним подходом - доступ с одной стороны, к замыкающей головке, закрыт, для клепки применяют специальные заклепки и инструмент.
Клепка с двусторонним подходом является основным способом, применяемым при производстве самолетов и вертолетов.
 Клепка с двусторонним подходом может выполняться с герметизацией или без герметизации шва.
Клепка с двусторонним подходом может выполняться с герметизацией или без герметизации шва.
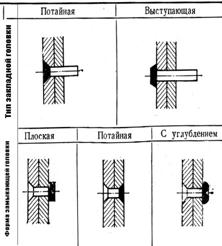
При клепке с двусторонним подходом применяют различные типы закладных и замыкающих головок заклепок, различные методы образования замыкающей головки (см. рис.).
В клепанных соединениях, обтекаемых внешним воздушным потоком, обычно применяются заклепки с потайными головками, на современных самолетах такие заклепки составляют примерно 65-70% общего количества. В то же время необходимо иметь в виду, что потайные заклепки увеличивают трудоемкость соединения в сравнении с заклепками, имеющими выступающие закладные головки.
Учитывая эти соображения, потайную клепку(заклепочное соединение с потайными заклепками) следует применять только там, где это необходимо с точки зрения аэродинамики или по условиям работы того или иного агрегата.
В зависимости от сочетания в заклепочном шве толщин склепываемых деталей гнезда для головок заклепок можно изготовлять одним из следующих способов:
а) зенкованием, когда гнездо для головки заклепки получают механической обработкой с удалением части материала в виде стружки;
б) штамповкой, при которой углубление для головки заклепки получают без удаления материала;