Отчет о первой технологической практике на Опытном заводе ЛучРефераты >> Технология >> Отчет о первой технологической практике на Опытном заводе Луч
- флюс сварочный ОФ-6; ОСЦ-45;
- аргон газообразный марки А.
Материалы свариваемых заготовок:
- сталь коррозионностойкая 12-Х18Н10Т;
- стали углеродистые и легированные разных марок.
Всвязи с тем, что свариваемые заготовки малой толщины и сварка ведется в среде защитных газов (аргон), подготовка заготовок к сварке ограничивается только очисткой.
Дефекты в соединениях бывают двух типов: внешние и внутренние. В сварных соединениях к внешним дефектам относят наплывы подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним – скрытые трещины и поры, внутренние непровары и несплавления. Внешние дефекты контролируются визуально. Внутренние дефекты контролируются на стендах «Герметичность» и «Термоцикл» (т.к. к термоэлектрическим преобразователям и термопреобразователям сопротивления предъявляется толко требование герметичность и устойчивость к перепаду температур).
Кузнечно-штамповочный и прессовый цеха.
Кузнечно-штамповочный и прессовый цеха предназначены для изготовления: сварных и бесшовных труб различных диаметров и конфигураций, распыляемых мишений, а также проволоки, ленты и листов. При этом используются материалы: вольфрам, нержавеющая сталь, титан, хром, молибден, медь, титан, алюминий. Также данный цех имеет технологию получения монокристаллов.
В данном цеху на участках обработки деталей машин используется следующее оборудование:
1) станы прокатные:
- непрерывные
- редукторные
- линейные
2) формовочный непрерывный стан
3) электро-лучевая установка
4) станки токарные универсальные
5) станки сверлильные
6) станки шлифовальные
7) ножевые станки
8) пресс-ножницы
9) вакуумные и индукционные электропечи
10) гидравлические прессы
11) молот
12) ванны для химической обработки
Также в данном цеху имеется участки:
- заготовительный участок (слесарный стол)
- стол для контроля
- склад исходных материалов (стеллажи)
- склад готовой продукции.
Все производственные помещения оборудованы общеобменной праточно-вытяжной вентиляцией.
Технологический процесс изготовления распыляемой мишени из хрома.
Распыляемая мишень из хрома предназначена для получения функциональных тонкопленочных структур в изделиях электроники, радиосвязи, для зашитно-декоративных покрытий и тонирования товаров широкого потребления. Используется в установках магнетронного катодного распыления.
Описание технологического процесса по операциям.
1. Сортировка чешуек производится на рабочем столе, покрытом полиэтиленовой пленкой, путем пересыпания и ручного отбора с использованием лопаток, совков, пинцетов и других ручных приспособлений и металлической или фаянсовой посуды. Все приспособления и посуда для сортировки должны быть обезжирены и обезвожены промывкой ацетоном и спиртом. Отбраковываются чешуйки, имеющие поверхность черного, серого или зеленого цвета. Отсортированные чистые чешуйки засыпаются в плотно закрывающуюся металлическую или керамическую тару.
2. Из отсортированного материала от каждой партии хрома берется проба, весом 40 50 гр. для проведения химического анализа на определение содержание примесей. Проба помещается в плотно закрывающуюся стеклянную или металлическую посуду и маркируется с указанием номера пробы, номера партии хрома и номера места данной партии.
3.
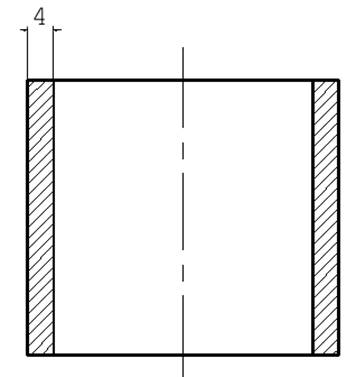 |
Рис.1 Оболочка
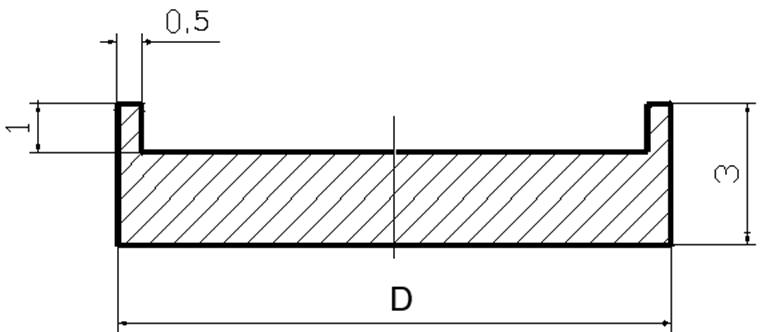
Рис.2 Крышка.
На эскизах даны размеры элементов оболочки для получения прутков максимального размера: диаметром 90 мм и длиной 190 мм.
Контроль геометрических размеров осуществляется с помощью штангенциркуля с погрешностью ![]() 0,05 мм.
0,05 мм.
Термообработка элементов оболочки производится в вакуумной печи типа СШВЛ-1,25/25 при остаточном давлении не выше 0,06 Па (![]() мм.рт.ст.). Рекомендуемый режим термообработки элементов оболочки из стали 10, 20; температура (1050 1100)0С, время выдержки 1час.
мм.рт.ст.). Рекомендуемый режим термообработки элементов оболочки из стали 10, 20; температура (1050 1100)0С, время выдержки 1час.
Контроль температуры отжига осуществляется с помощью термоэлектрического термометра градуировки ХА с потенциометром постоянного тока ПП-62 с погрешностью измерения ![]() 100С. Контроль остаточного давления в рабочем пространстве печи осуществляется вакуумметром ВИТ-2П с первичным преобразователем ПМИ-2 и МИ-10-2. Время контролируется с помощью часов любого типа.
100С. Контроль остаточного давления в рабочем пространстве печи осуществляется вакуумметром ВИТ-2П с первичным преобразователем ПМИ-2 и МИ-10-2. Время контролируется с помощью часов любого типа.
4. Подготовка прессинструмента и оснастки.
Для проведения операции холодного уплотнения подбираются прессинструмент и оснастка, имеющие геометрические размеры, соответствующие геометрическим размерам оболочки.
В качестве основного инструмента и оснастки используются: контейнер, пуасон, пяток-основание, крышка-вкладыш, втулка (см. рис.3).
В качестве вспомогательной оснастки используются: мерный совок из нержавеющей стали, лопатка из нержавеющей стали.
Рабочие поверхности пуансона, крышки-вкладыша и оснастки промываются ацетоном и спиртом, просушиваются на воздухе. На рабочую поверхность контейнера наносится равномерным тонким слоем смазка в виде размоченного в воде хозяйственного мыла.
Контроль геометрических размеров осуществляется с помощью штангенциркуля с погрешностью ![]() 0,05 мм.
0,05 мм.
5. Холодное уплотнение осуществляется в следующем порядке (см.рис.3).
5.1. На стол пресса ПА-653 устанавливается пяток-основание, на него – контейнер.
5.2. На наружную поверхность оболочки наносится равномерным тонким слоем смазка в виде размоченного хозяйственного мыла.
5.3. Оболочка загружается в контейнер.
5.4. На оболочку сверху в контейнер устанавливается втулка.
5.5. В оболочку при помощи мерного совка засыпается порция хрома (250 300) гр. и разравнивается по горизонтальной плоскости лопаткой. Чтобы обеспечить наиболее плотную упаковку хрома и свободное извлечение пуансона после уплотнения высота столба засыпки в оболочку порции чешуек не должна превышать (40 50) мм или по весу (250 300) гр.
5.6. В оболочку вставляется пуансон и осуществляется рабочий ход пресса (80 100) кгс/см2.
5.7. Пуансон извлекается из оболочки и производится следующая засыпка по п.7.6.5. Операции по п.7.6.5.-7.6.5. повторяются до тех пор, пока поверхность уплотненного хрома не достигнет уровня на (3 4) мм ниже верхней торцевой плоскости оболочки.
5.8. Заполненная оболочка выпрессовывается из контейнера рабочим ходом пресса. Для заполнения следующей оболочки последовательность операций, начинается с п.7.6.2. повторяется.