Технология лесной отраслиРефераты >> Технология >> Технология лесной отрасли
- для чураков диаметром до 300 мм 0°30'—1°00';
- более 300 мм 1°00'—3°00'
Вследствие того что направление волокон не строго параллельно режущей кромке ножа, а сила сцепления волокон неодинакова, направление трещины может не совпасть со спиральной поверхностью, и шпон будет иметь негладкую шероховатую поверхность.
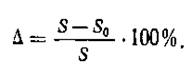
Для получения на лущильном станке шпона без трещин немного выше режущей кромки ножа устанавливают прижимную линейку. Просвет между кромкой линейки и ножом So устанавливается меньше толщины шпона S, вследствие чего, проходя через суженный просвет, шпон обжимается силой Р, которая направлена на режущую кромку ножа. Сила Р препятствует свободному образованию трещины и шпон вследствие этого получается гладкий, без трещин.
Величина сужения просвета между линейкой и ножом, отнесенная к толщине шпона, называется степенью обжима шпона.
Степень обжима шпона ∆ выражается в процентах от его толщины:
Помимо степени обжима шпона, на его качества при лущении влияет взаиморасположение ножа и линейки. Правильным является положение, когда режущая кромка установлена ниже ребра прижимной линейки на некоторую величину h.
Выше было указано, что для получения шпона высокого качества взаимное расположение ножа и линейки должно быть таким, чтобы равнодействующая сил давления прижимной линейки проходила через режущую кромку ножа.
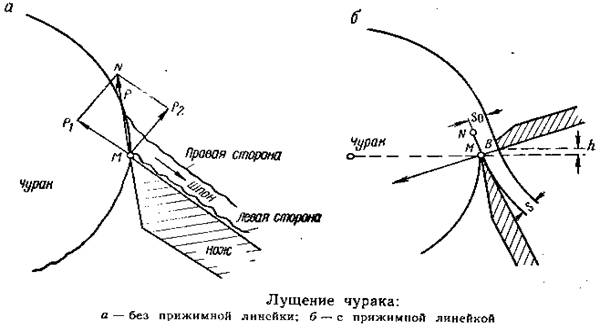
На рисунке - приведены возможные случаи взаимного расположения ножа и прижимной линейки при лущении шпона.
В первом случае кромка ножа установлена выше ребра прижимной линейки. Сила Р направлена ниже режущей кромки и не препятствует свободному образованию трещины. В результате этого шпон получится шероховатый, а работа станка сильно затруднится.
Во втором случае кромка ножа установлена чрезмерно низко и сила Р действует значительно выше режущей кромки и также не препятствует образованию трещин. В этом случае шпон также будет получаться шероховатым.
В третьем случае нож и линейка расположены правильно, но слишком велико расстояние h, вследствие чего So>S
Шпон в этом случае также будет иметь некачественную поверхность.
Как указывалось, высота линейки над ножом должна быть такой, чтобы давление от нажимной кромки линейки точно проходило через режущую кромку ножа. Просвет между линейкой и ножом измеряется по перпендикуляру BD, опущенному из нажимной кромки линейки на переднюю грань ножа. Высота линейки над ножом ho равна ВС— вертикальному расстоянию нажимной кромки от линии, являющейся продолжением радиуса чурака, проходящего через режущую кромку ножа А; ВС перпендикулярно АС,
Для различных углов δ могут быть приняты следующие значения отношения
ho/S
Величина угла, град 70 75 80 86 90
Отношение 0 0,1 0,18 0,25 0,30
Положение линейки относительно чурака определяется углом, который называется углом наклона линейки β1. Угол γ1 называется углом обжима. Под этим углом происходит деформация поверхности разлущиваемого шпона. Чем больше угол γ1 тем сильнее деформируется шпон.
Профиль прижимной линейки имеет также большое значение в процессе лущения шпона. Различают прижимные линейки с острой и закругленной нажимными кромками. Прижимные линейки с острой нажимной кромкой с углом заострения 45— 50° применяют при работе с березой, ольхой и сосной. Линейки с закругленной нажимной фаской имеют угол заточки 40—55°.
Для правильного ведения процесса лущения особенно большое значение имеет величина заднего угла резания а. Она должна быть небольшой и не должна выходить за пределы допуска. При слишком большом заднем угле на кромку ножа действуют большие опрокидывающие моменты, в связи с чем суппорт подвергается вибрации и шпон получается низкого качества, с рифленой поверхностью. Кроме того, вследствие значительного отгибания шпона на обратной его стороне появляются многочисленные поверхностные трещины. При малой величине заднего угла резания увеличивается давление на нож со стороны материала. Под влиянием давления чурак выгибается или раскалывается, а шпон получается «горбатым». Особенно это наблюдается при уменьшении диаметра чурака. Величина заднего угла должна быть прямо пропорциональна диаметру чурака; чем больше диаметр последнего, тем больше должен быть задний угол.
Положение ножа в лущильном станке определяется задним углом резания и вертикальным расстоянием режущей кромки от оси вращения чурака. В связи с этим все лущильные станки по устройству суппортов разделяют на два основных типа:
1) суппорт, нож которого имеет лишь одно поступательное и прямолинейное движение подачи, оставаясь параллельным при движении. Такой суппорт может перемещаться лишь по горизонтальным направляющим, причем траверса, несущая нож, соединена с ним жестко. К такому типу относятся станки фирмы «Роллер»;
2) суппорт, нож которого, помимо поступательного движения подачи, автоматически поворачивается вокруг оси, имея центром вращения его режущую кромку ножа.
При наиболее распространенных диаметрах чураков (до 300 мм) горизонтальное перемещение суппорта и установка ножа на осевой линии шпинделей дают вполне удовлетворительные результаты.
Движение суппорта к шпинделям у станков завода осуществляется по наклонным направляющим, расположенным относительно горизонтали 'под углом. По мере продвижения суппорта вперед нож автоматически поворачивается по часовой стрелке, (вследствие чего величина заднего угла уменьшается.
Лущильные станки
Для лущения шпона в отечественной промышленности применяют различные лущильные стайки заграничного и российского производства. Принцип действия всех станков совершенно одинаков.
Лущильные станки характеризуются следующими параметрами:
1) наибольшим расстоянием между центрами шпинделей (длина обрабатываемого чурака);
2) наибольшим и наименьшим диаметрами обрабатываемого чурака;
3) пределом толщины шпона;
4) числом оборотов шпинделя в минуту.
Все лущильные станки разделяются на три основные группы: легкие, средние и тяжелые. Станки легкого типа разлущивают чураки длиной до 900 мм и диаметром не более 700 мм; станки среднего типа — чураки длиной 1350—1950 мм, того же диаметра; станки тяжелого типа предназначены для разлущивания чураков длиной от 1700 мм и более и диаметром свыше 700 мм. В табл. 19 приведены основные параметры некоторых отечественных и заграничных станков среднего типа, наиболее распространенного на фанерных заводах.
Как указывалось, современные лущильные станки оборудуют встроенными в станок механизмами для подъема и центрирования чураков. Наиболее быстродействующими и надежными являются пневматические устройства. На рисунке приведена кинематическая схема
пневматического загрузочно-центрирующего приспособления системы Банко — Порохина — Жукова.