Технология лесной отраслиРефераты >> Технология >> Технология лесной отрасли
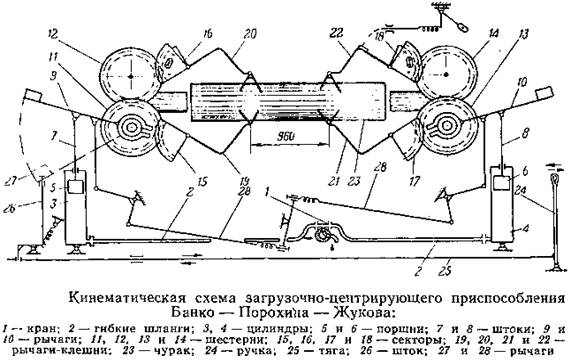
При включении в действие приспособления посредством педали воздух подается через кран 1 по гибким шлангам 2 в цилиндры 3 и 4 и (поднимает поршни 5 и б, которые через штоки 7 и 8 и рычаги 9 и 10 поворачивают шестерни 11, 12, 13 и 14 с помощью секторов 15, 16, 17 и 18. Связанные с секторами рычаги-клешни 19, 20, 21 и 22 поднимают и центрируют
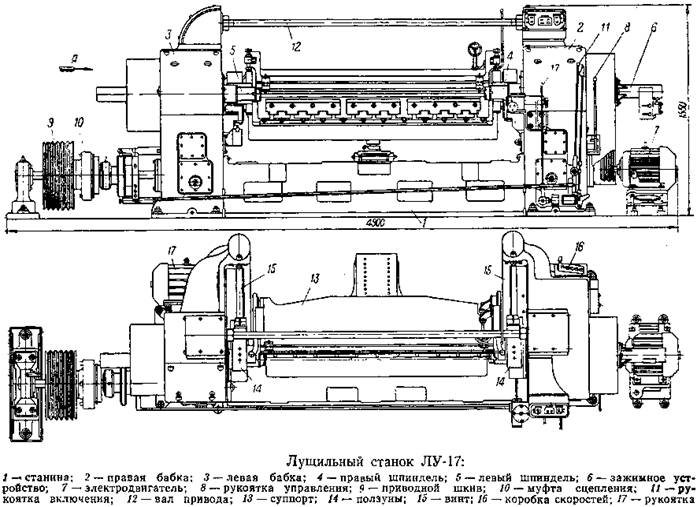
При лущении чурака его вставляют между шпинделями и зажимают с торцов. В момент установки чурака суппорт отводится от шпинделей на максимальное расстояние. Приводя в движение через муфту включения шпиндели, на ускоренной подаче подводят к чураку суппорт с ножом и одновременно производят дожим чурака шпинделем.
При приближении ножа к чураку выключают ускоренный ход суппорта и включают подачу, обеспечивающую требуемую толщину шпона. Продвигаясь вперед до встречи с чураком, нож
первоначально начинает снижать с последнего древесину в виде кусков разнообразной формы и размера, а затем из станка начинает поступать непрерывная лента шпона.
Подача суппорта продолжается до тех пор, пока диаметр остатка чурака (карандаша) не будет превышать на 5—10 мм диаметр кулачков шпинделей. В новейших станках предусматривают устройства, которые выключают поступательное движение суппорта вперед и переводят его в исходное положение.
По прекращении лущения суппорт останавливают, прекращают вращение шпинделей, суппорт отводят в исходное положение и освобождают станок от карандаша.
Помимо описанного приема работы, на лущильном станке с разлущиванием цельного чурака на шпон, например при выработке тонкого (высококачественного шпона (толщиной менее 0,8 мм), применяют так называемое «лущение с выставкой».
Лущение с (выставкой заключается в том, что после оцилиндровки чураки, не имеющие трещин, выставляют из шпинделей и собирают к одному станку, где они разлущиваются на тонкий шпон высокого качества.
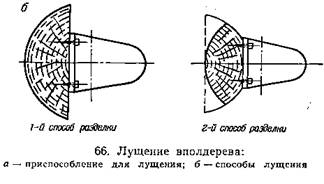
Помимо описанного способа, применяют: лущение без выставки, лущение с изменением толщины шпона на ходу, лущение с подрезкой листа торцовыми ножами-подрезателями и лущение «вполдерева».
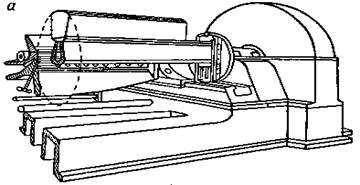
Лущение вполдерева применяют для производства шпона ценных пород. При этом к специальной план шайбе винтами прикрепляют предварительно распиленную половину кряжа, причем заготовка может быть прикреплена к планшайбе одним из показанных на, способов.
Ниже приводятся формулы для расчета производительности лущильного станка:
в чураках
![]()
 где:
где:
Qч — число чураков, разлущенных за смену, шт.;
Qщ — производительность станка в смену в м3 шпона;
Qл — производительность станка в смену в листах шпона;
Тсм — продолжительность смены, ч;
К — коэффициент использования рабочего времени;
Т — длительность цикла обработки одного чурака, сек;
Vш — объем шпона из одного чурака, м3;
S — толщина шпона, мм;
bл — ширина листа шпона, м;
tл — длина листа шпона, м;
Кл — коэффициент, показывающий отношение объема полноформатного (листового) шпона к общему объему шпона из одного чурака.
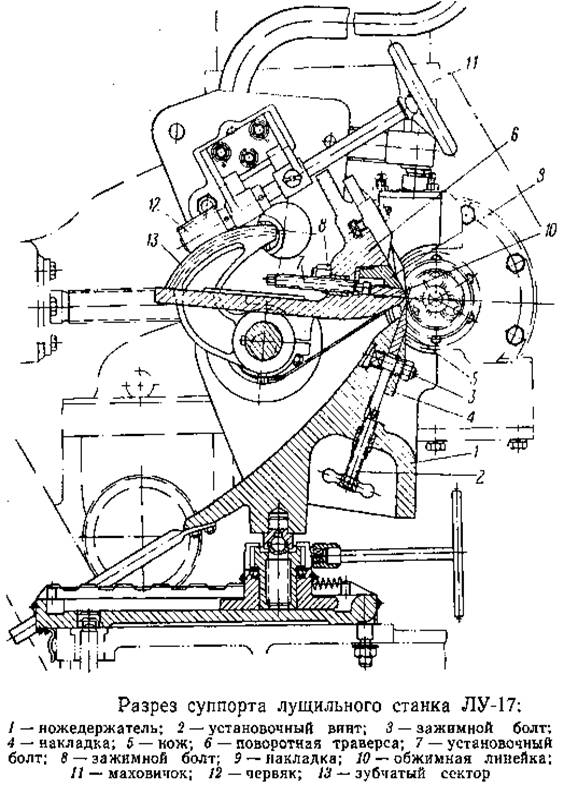
При работе на лущильном станке дефекты шпона возникают от неправильной установки ножа или линейки в станке; неправильного обжима шпона; (неправильной установки чурака в шпинделях; загрязненности чураков; несвоевременной прочистки засоров; применения тупого или неправильно отточенного ножа, а также неправильно заточенной прижимной линейки.
Резка шпона
Шпон, полученный на лущильном станке в виде непрерывной ленты, разрезают специальными ножницами на листы определенных размеров.
На промышленных предприятиях применяют три метода работы на ножницах:
1) лента шпона разрезается с .прямой передачей из лущильного стайка к (ножницам;
2) процесс раскроя ленты полностью отделен от лущения; ниши по выходе из лущильного станка навивается на рулон, который транспортируется к ножницам, где ленты шпона разрезаются на листы; в этом случае навивка ленты шпона может производиться вручную или механически;
3) лента шпона к ножницам передается через буферный запас между лущильным станком и ножницами, который создается при помощи длинных конвейерных столов, многоэтажных транспортеров и петлеукладчиков.
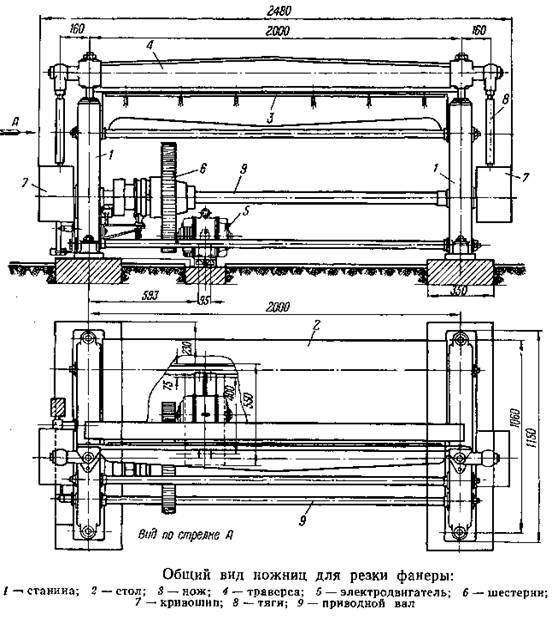
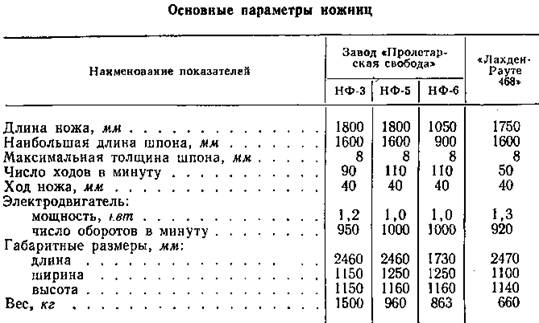
На рисунке приведен общий вид ножниц для резки шпона, а в таблице приведена техническая характеристика фанерных ножниц отечественного и заграничного производства.
Для приближенных расчетов сменной производительности ножниц может быть использована формула
![]() где:
где:
Qн — 'пропускная способность ножниц, м3;
К — коэффициент 'использования рабочего времени;
Тсм — продолжительность смены, ч;
t — затрата времени на прохождение одного листа шпона через ножницы и его обрезку от ленты, сек;
Vл — объем одного листа шпона, м3;
р — продолжительность резки листов, % от 'продолжительности всего цикла обработки шпона с одного чурака.
Шпон после обработки на ножницах направляют на просушку в сушильное отделение.
Сушка шпона
Технология изготовления шпона требует, чтобы древесина при обработке имела довольно высокую влажность. В то же время готовая продукция — клееная фанера должна иметь минимальное количество влаги. Некоторое количество влаги (5— 10%) из древесины удаляется при лущении, однако в основном влага из шпона удаляется при помощи сушильных устройств различного типа. Продолжительность сушки шпона определяется начальной влажностью сырья. Нормально высушенным считается шпон с влажностью 6—10%.
Размеры шпона весьма благоприятствуют быстрому удалению из (него влаги, однако вместе с тем загрузка и выгрузка его без повреждения представляют большие трудности.
Особенностью сушки шпона являются также значительные напряжения, возникающие в листе по мере его высушивания из-за колебаний начальной влажности и неравномерности сушки разных участков листа шпона. Некоторая часть листа вследствие этого усыхает и изменяет размеры, тогда как другие участки листа не меняют форму и размеры.
Неравномерная усушка по поверхности листа приводит к его короблению; замедленное высыхание по краям при ускоренной сушке средней части образует волнистость краев — гофру. Сушка листов в свободном состоянии приводит к их короблению; сушка с обжимом — к растрескиванию листов. Учитывая все изложенное, шпон просушивают или при переменном сжатии освобождении, или ори слабом обжиме.