Металлизированные краски и их основные особенностиРефераты >> Журналистика >> Металлизированные краски и их основные особенности
Технологичность металлизированной краски с точки зрения последующей отделки оттиска зависит от степени адгезии лака или клея для ламинирования к сырой (при отделке в линию) или подсохшей/сухой (при отделке отдельным прогоном) красочной пленке. Необходимым условием прочной приклейки пленки также является прочное соединение слоя металлических пигментов с запечатываемым материалом, поэтому для ламинирования лучше всего подходят оттиски на мелованных слабовпитывающих бумагах.
Большинство масляных металлизированных красок могут лакироваться в линию масляными и водными лаками и масляными лаками. Однако надо иметь в виду, что металлические краски "не любят", когда поверх них наносят дополнительные покрытия, особенно УФ-лаки. При необходимости нанесения УФ-лаков и для ламинирования рекомендуется использовать краски, специально разработанные для последующей отделки. В любом случае перед печатью тиража следует выполнить тестирование совместимости краски и лака или клея. В сложных случаях может понадобиться нанесение праймера.
При разработке дизайна печатной продукции, подлежащей ламинированию, следует минимизировать количество металлизированных элементов, расположенных на линии обреза (высечки), поскольку такие элементы увеличивают риск отслаивания пленки.
При лакировании масляным лаком время между прогонами рекомендуется минимизировать.
Металлизированные краски на водной основе для нанесения в анилоксовых лакировальных секциях создаются на базе водных красок для флексографской печати. Основным достоинством нанесения металлизированных красок в лакировальных секциях является возможность формирования более толстых слоев краски, чем в офсетных секциях.
Для изготовления печатных форм рекомендуется использовать фотополимерные пластины с металлической основой в сочетании с компрессионными декельными материалами. Предпочтительно применение закрытого (камер-ракельного) красочного аппарата с перистальтическим насосом для подачи краски в красочный ящик. Анилоксовый вал должен иметь линиатуру 100-220 лин/см. Применение более краскоемких анилоксовых валов, как правило, приводит к проблемам с отмарыванием.
Очистка красочного аппарата и офсетного полотна может выполняться с применением обычных чистящих средств для масляных офсетных красок. Очистка лакировальной секции выполняется с помощью стандартных средств, предназначенных для водных лаков. При наружном применении краски с металлизированными пигментами, следует дополнительно проводить покраску защитным прозрачным лаком, чтобы избежать нежелательных побочных реакций частиц алюминия с кислыми или щелочными солями, что приводит к возникновению на покрытии пятен серого цвета и исчезновению металлического цвета. Дополнительно качественный глянцевый полиуретановый лак усиливает оптический эффект цвета металлик, из-за дополнительного преломления света на поверхности лака. При всех способах печати при работе с металлическими красками надо принимать во внимание температуру и влажность воздуха в печатном цехе.
Обычно в летние месяцы гораздо больше неприятностей, чем зимой: из-за повышенной температуры растворители улетучиваются быстрее (см. таблица 3), и краска покрывается пленкой.
Таблица 3 - Летучесть некоторых растворителей для флексографской и глубокой печати
|
Растворитель |
Точка кипения |
Число испарения |
|
Этанол |
78 |
8,3 |
|
Метилэтилкетон |
80 |
2,6 |
|
Изопропанол |
82 |
1,0 |
|
Изопропилацетат |
88 |
4,0 |
|
Этоксипропанол |
134 |
33,0 |
|
Этилацетат |
77 |
2,9 |
|
Вода |
100 |
ок.90,0 |
Чтобы свести испарение до минимума, требуется поддерживать в цехе постоянную температуру и плотно закрывать емкости с краской. Если краски мало и ее не перемешивать, пленка обязательно появится.
Говоря о поведении металлизированных красок при печати, нужно иметь в виду, что на разных печатных машинах будут получены разные результаты. Для большинства машин вязкость металлизированных красок должна строго выдерживаться.
Таким образом, внимательно контролируя подачу краски на печатную секцию, можно уменьшить число дефектов печати по вине краски благодаря сокращению разбрызгивания и в некоторой степени тенения. На меньших машинах реже возникают проблемы с тенением, но в процессе высыхания чаще происходит расщепление краски.
В следующей главе будет рассмотрены возможные дефекты печати, возникающие по вине краски, и способы их устранения.
3. Проблемы, возникающие при работе с металлизированными красками
Сегодня без металлизированных красок невозможно представить себе процесс изготовления значительной доли этикеточно-упаковочной продукции. Различные оттенки "золота", а также серебряный цвет востребованы таким количеством производителей товаров, что простое перечисление займет слишком много времени. Однако при печати металлизированными красками офсетным способом (рис. 1) необходимо знать и учитывать целый ряд особенностей, связанных собственно со свойствами красок, с взаимодействием краски с увлажняющим раствором и бумагой, с влиянием окружающей среды (температура и влажность в помещении) и с некоторыми другими факторами.
Как указывалось ранее, в настоящее время металлизированные краски производятся, в основном, в однокомпонентном варианте, т.е., готовые к использованию. Теперь нет необходимости в предварительном смешивании пигментной составляющей со связующим компонентом, что в недалеком прошлом являлось "суровой необходимостью"— ингредиенты производились и поставлялись отдельно. Вместе с циклом составления красок непосредственно в типографии, что требовало наличия специального оборудования, трудозатрат, квалификации персонала, исключены и неизбежные погрешности в результате — в конечной формуле краски.
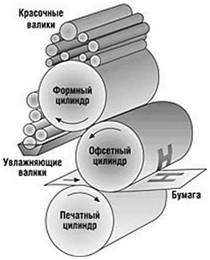
Рисунок 1. Схема офсетной печати
Одной из основных проблем при работе с металлизированными красками является потеря пигментом блеска, предотвратить которую помогут следующие шаги:
· Тщательный контроль подачи увлажняющего раствора. Подача увлажнения должна быть минимальной, иначе краски потеряют блеск из-за окисления металлических пигментов в воде. Для того чтобы свести к минимуму подачу воды, уменьшить эмульгирование краски и ускорить ее закрепление на оттиске, в увлажняющий раствор рекомендуется вводить изопропиловый спирт. Однако его концентрация не должна превышать 10%, так как большее количество спирта может привести к тенению (то есть к передаче краски пробельными элементами формы), к растворению защитной оболочки вокруг металлического пигмента и в результате вызвать потускнение краски.