Металлизированные краски и их основные особенностиРефераты >> Журналистика >> Металлизированные краски и их основные особенности
В европейском стандарте кроме рекомендованных величин растискивания введено понятие "разброса полутона", или "растискивание в полутонах". Это разница между максимальной и минимальной величинами отклонения растискивания красок от рекомендованного. /4/
Пыление краски - дефект, состоящий в образовании красочного тумана при раскате печатной краски и появляться при избыточной подаче краски. При сухом воздухе и высокой температуре краски этот эффект возрастает. Обычно дефект наблюдается при печатании на рулонных машинах.
Краска, нанесенная на одну сторону оттиска, может обусловливать неравномерное высыхание второй стороны и, как следствие, неравномерность глянца. В этом случае нужно либо увеличить время или интенсивность сушки первой стороны, либо покрывать вторую сторону водным лаком.
Смазывание (скольжение) является следствием неверного подбора толщины формной пластины и/или декеля, слабого натяжения офсетного полотна или слишком высокого давления между формным и офсетным цилиндрами.
Стекление - дефект, заключающийся в образовании прочной, ровной, блестящей пленки на поверхности высохшей печатной краски на оттиске. При многокрасочной печати стекленение красок является серьезной помехой, так как последующие краски не ложатся на предыдущие при печати "по сухому". Можно избежать этого дефекта, если добавить в предыдущую краску небольшое количество воска (предварительно растворенного в скипидаре) или вазелина. Не рекомендуется вводить в краски, которые наносятся первыми, ускорители высыхания. Следует печатать красками с возможно минимальной толщиной и интервалы между листопрогонами не должны превышать 24 часов, чтобы краска не успела высохнуть до образования твердой пленки.
Тенение - дефект, состоящий в переходе мельчайших частиц печатной краски на пробельные элементы печатной формы, а затем – на оттиск, связанный с печатной формой и с рН (кислотностью) увлажняющего раствора. Для устранения тенения проводят дополнительную гидрофилизацию пробельных элементов печатной формы. /3/
Полошение - дефект оттиска, заключающийся в образовании заметных полос в направлении движения бумаги в печатной машине. Полошение может возникнуть из-за деформации ракеля, попадания твердых частиц на форму (в глубокой печати), из-за плохой регулировки печатного и красочного аппаратов, а также из-за износа или повреждения красочных валиков, цилиндров или зубчатых передач печатной машины. Наиболее заметны полосы на "тяжелых" плашках и сетках. Причем даже не при стопроцентной плашке, а при 75–80% растра. В этом случае малейшие колебания давления на красочных валиках или цилиндрах машины вызывают изменение растискивания, и пробельные элементы между растровыми точками то "раскрываются", то исчезают вовсе, и мы видим, что цвет неоднороден.
Чтобы избежать эффекта полошения можно подготовить макет таким образом, чтобы полосы были предусмотрены в самом сюжете изображения, и чтобы они совпадали с теми, которые возникают на оттиске из-за несовершенства технологии.
Некоторые цвета на офсетной печатной машине очень трудно напечатать без полошения. А некоторые - легко. Объясняется это особенностями человеческого зрения. На самом деле, полосы есть всегда. Но, к примеру, на оранжевой или, тем более, желтой поверхности они заметны гораздо меньше, чем на темно-зеленой или темно-синей. /5/
Эмульгирование краски - дефект, состоящий в образовании эмульсии печатной краски с водой вследствие попадания в краску увлажняющего раствора; приводит к возникновению полос и разводов на оттиске, снижает его интенсивность, вызывает несовмещение красок и пр.
Эмульгирование зависит от множества факторов. Три основных: бумага, увлажняющий раствор, краска. Химический состав краски определяет, насколько она подходит к конкретному увлажняющему раствору и какова стабильность эмульсии. Как бы там ни было, условия (температура, управление технологическим процессом, регенерация увлажняющего раствора) могут выйти из-под контроля, и увлажняющий раствор перестанет восприниматься формой, что потребует дополнительной подачи воды и приведёт к изменению баланса.
Как же решить проблему эмульгирования? Универсальных рекомендаций по балансу краска/вода нет. Считается, что краскоперенос приближается к оптимальному при минимальном уровне увлажняющего раствора и краски, дающем удовлетворительную плотность оттиска и поддерживающем корректный тоновый баланс. Впрочем, это не означает, что при колебаниях уровня эмульгирования увлажняющего раствора не будет удовлетворительной печати (рис. 6).
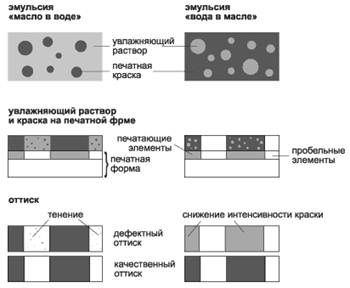
Рисунок 6. Взаимодействие увлажняющего раствора с краской и влияние эмульгирования на качество оттиска
Корректировать ситуацию допустимо и в процессе печати, добавляя воду или краску, но, хотя многочисленные попытки могут завершиться успехом, истинная проблема останется нерешённой.
Образование эмульсии офсетной краски с увлажняющим раствором обязательно, но необходимо контролировать уровень эмульгирования. У каждой краски есть рекомендованные параметры для оптимальной печати: эмульсия краска/вода не должна утратить рабочие характеристики собственно краски — липкость, вязкость, краскоперенос.
При нарушении баланса краска/вода сокращается способность краски к расщеплению, нарушается процесс переноса жидкости. Эмульсия становится нестабильной, краска скапливается и эмульгирует, красочная плёнка больше не переносится на валики и печатные формы. Единственное средство избавиться от перенасыщения краски водой — удалить краску из машины, смыть красочный аппарат, заложить свежую краску, начать восстановление баланса краска/вода заново, с минимальными начальными параметрами.
С большим количеством воды и краски можно добиться приемлемого результата на начальных этапах, но постепенно возникнут проблемы. Опытный печатник распознает перенасыщенную водой краску и в случае необходимости выровняет баланс.
Причин и следствий эмульгирования множество, но гораздо важнее понять, как избежать нарушения баланса краска/вода или выровнять нарушенный баланс. К сожалению, однозначного ответа на этот вопрос нет. Можно вносить корректировки, заменять увлажняющий раствор на имеющий меньшее химическое сродство с краской, в конце концов, поменять краску. Ниже приведены проблемы, вызываемые эмульгированием.
Нарушение баланса краска/вода с тенденцией к эмульгированию чревато следующими осложнениями:
· скопление краски на накатном валике увлажняющего аппарата;
· полошение на красочном валике;
· скапливание краски на валиках;
· чрезмерное растискивание;
· марашки на плашках;
· проблемы с треппингом в многокрасочной печати;
· потеря деталей в тенях изображений;
· отклонения цвета;
· пониженная оптическая плотность оттисков;
· сужение цветового охвата;
· медленное высыхание краски;
· осыпание пигмента с оттиска. /6/
Заключение
На основе использования закономерностей отражения и рассеивания в зависимости от структуры применяемых пигментов были созданы металлические пигменты на основе алюминия, которые обеспечивают получение в красочном слое на оттиске специфический блеск. В них оптимально скомбинированы блеск, кроющая способность и технические свойства использования. Эти пигменты изготавливаются на базе способа PVD, что переводится как "физическое термовакуумное напыление", которое обычно используется при металлизации пленок.