Причины возникновения волнистости стапеляРефераты >> Журналистика >> Причины возникновения волнистости стапеля
Возможность машины работать с большим диапазоном бумаг не всегда оказывается полезным при работе на тонкой бумаге. Чем больше этот диапазон, тем меньшим будет радиус поддерживающих дисков и тем сильнее сказывается эффект деформации «хвоста» листа при печати на тонкой бумаге.
С точки зрения волнистости — чем меньше липкость краски, тем лучше. Тем легче бумага отделяется от офсетной резины и тем меньше она деформируется.
Борьба
Какие же есть меры борьбы с волнистостью? На ряде машин стали устанавливать приспособления, уменьшающие волнистость (скручиваемость) листов бумаги — рис. 6. С помощью этих приспособлений лист бумаги искусственно деформируется в обратную сторону, в результате чего его волнистость уменьшается. Но если исходить из того, что волнистость листа и стапеля — следствие, то придется признать, что это приспособление, улучшая внешний вид листов, не устраняет причину возникновения волнистости.
Еще одним способом ухода от волнистости листа является размещение стоек захватов кареток листовыводного транспортера на уровне делительной окружности приводных звездочек. В этом случае перепад скоростей на радиусном и прямолинейном участках траектории будет отсутствовать с вытекающими отсюда последствиями. Правда, это влечет за собой увеличение ширины машины, поскольку расстояние между приводными звездочками должно быть больше длины печатного цилиндра — звездочки должны разойтись с телом цилиндра. Расширение же машины влияет на снижение жесткости цилиндров, валиков, листовыводных кареток и других элементов, расположенных между стенками машины.
Но чаще всего уйти от возникновения волнистости листа стремятся за счет схемных решений при разработке печатной машины. Это означает следующее.
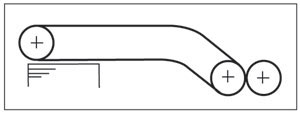
Угол a (рис. 1) стремятся сделать таким, чтобы к моменту передачи листа в захваты каретки листовыводного транспортера задняя кромка листа вышла бы из зоны печати. Колею, по которой двигаются каретки листовыводного транспортера, стремятся делать не просто из радиусных и прямолинейных отрезков, а из криволинейных отрезков с большими радиусами кривизны, чтобы не было больших скачков скоростей (ускорений) стоек захватов кареток при переходе с радиусного участка на прямолинейный и наоборот. Колея листовыводных транспортеров современных машин значительно отличается от того, что было еще лет 20–30 назад. Каретки теперь двигаются по более плавным траекториям, чем ранее. Сравните старую схему (рис. 1) и схему листовыводного транспортера одной из современных машин (рис. 7). Необходимость использования более плавной траектории связана и с другими процессами, а не только с выводом листа от печатного цилиндра. Но на них в этой статье мы останавливаться не будем.
Рис. 6. Схема приспособления для уменьшения волнистости листа
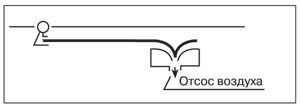
Рис. 7. Схема колеи листовыводного транспортера современной листовой печатной машины
А что же происходит при передаче листа между печатными секциями? В настоящее время наиболее часто применяются листопередающие системы, состоящие из листопередающих цилиндров, располагаемых между печатными цилиндрами соседних печатных секций. Известны два типа наиболее распространенных систем (рис. 8):
система из трех цилиндров (рис. 8а) — двух одинарного диаметра (по отношению к диаметру формного и офсетного цилиндров) и одного — двойного. Используется, как правило, при одинарном диаметре печатных цилиндров или при необходимости переворачивания листов для запечатывания оборотной стороны;
система из одного цилиндра двойного диаметра (рис. 8б); используется при двойном диаметре печатных цилиндров.
Конечно, есть и другие системы, основанные на использовании цилиндров, кратных трем или даже четырем диаметрам формного цилиндра, но они меньше распространены. В любом случае диаметр листопередающего цилиндра делают меньше диаметра печатного цилиндра (аналогично поддерживающим дискам), чтобы пропустить лист. Поэтому вышеизложенное в отношении листовыводного транспортера относится не только к последней печатной секции, но и к каждой из них. С этой точки зрения большой диапазон толщин не оправдан. Если на машине заложена максимальная толщина запечатываемого материала, например, 1,0 мм, то минимальная не должна быть 0,04 мм. Целесообразно чтобы минимум в этом случае был на уровне хотя бы 0,4 мм. Если машина предназначена для печати на картоне или она долго проработала на нем, то получить на ней приемлемое качество на тонкой бумаге может оказаться проблемой. Дело в том, что скорость ударения захвата о лист картона, лежащего на стойке, одна, а при переходе на тонкую бумагу — другая. Она возрастает, что может привести к смещению листа и ухудшению точности совмещения красок.
С этим явлением фирмы пытаются бороться разными способами. Например, около листопередающего цилиндра устанавливаются поддерживающие дуги, к которым тем или иным способом стремятся прижать лист. В этом случае лист движется по большому радиусу, что улучшает условия прохождения им зоны печатного контакта. В другом случае есть возможность изменять положение стоек захватов по высоте. Однако, если это часто делать, возможно появление нежелательных зазоров в подвижных соединениях. Используются и другие меры.
Точность совмещения красок
Интересно, оказывают ли описанные явления влияние на точность совмещения красок в хвостовой части листа? Такое влияние прослеживается, но его степень зависит от ряда факторов: толщины и жесткости листов, их размеров, влагостойкости бумаги и т. д.
До сих пор мы рассматривали поведение листа при выводе его из зоны печатного контакта. Но из этого рассмотрения вытекает следующее. Лист бумаги, выходя из зоны печатного контакта, испытывает сильное растяжение и изгибную деформацию, что приводит к изменению формы листа и его размеров. Поэтому можно предположить, что это не может не отразиться на точности совмещения красок в хвосте листа при печати не только в несколько прогонов, но и в один прогон через машину секционного построения. Косвенным подтверждением этому является то, что многие печатники часто жалуются — в «хвосте» листа несовмещение красок заметнее, больше, чем в «голове».
Что же в этом случае? С этим нужно и можно бороться. Некоторые средства широко известны. Недаром многие фирмы в проспектах на свои секционные машины указывают, что их печатные аппараты построены по так называемой схеме «7 часов» — рис. 8а. По этой схеме часовая стрелка в положении «7 часов» как бы соединяет оси печатного и офсетного цилиндров, а минутная — оси офсетного и формного цилиндров. В машинах со схемой печатного аппарата «5 часов» — рис. 8 б — оси печатного и офсетного цилиндров часовая стрелка соединяет в положении «5 часов». Следует отметить, что пятицилиндровые печатные аппараты можно отнести к «пятичасовым» — по расположению второй, последней пары офсетный — печатный цилиндры.