Сравнительный анализ технологии изготовления печатных форм флексографской печатиРефераты >> Журналистика >> Сравнительный анализ технологии изготовления печатных форм флексографской печати
Еще одна разновидность применения тонких печатных форм это гильзовая технология. В отличие от традиционной технологии, она обладает преимуществом многократного использования. Эта система использует принцип воздушной подушки при установке гильзы на формный цилиндр.
В печати на гибкой упаковке в качестве альтернативы тонким печатным формам могут использоваться многослойные пластины, поскольку те и другие имеют сходную структуру. Эти пластины сочетают в своей структуре тонкую форму и сжимаемую подложку. Они состоят из нижней защитной пленки, несущего эластичного слоя, стабилизирующей пленки, светочувствительного рельефообразующего слоя и верхней защитной пленки. Для высококачественной флексографской печати такая многослойная структура печатной формы имеет много преимуществ.
Однако в случае применения химически активных красок, например, на основе этилацетата, необходимо использовать эластичные резиновые формы. Обычные формы, изготовленные из фотополимерных пластин, устойчивые к спиртам, не подходят для эфиросодержащих красок. Для этой цели можно использовать эфироустойчивые фотополимерные пластины.
Одна из особенностей флексографии состоит в том, что давление необходимо для печати и для выравнивания неровностей соприкасающихся поверхностей в процессе печатания. Эти требования технологические. И чем больше давление, тем лучше для достижения конечной цели. С другой стороны, чем выше давление, тем больше искажения геометрии печатающих элементов. Эти нарушения печатной формы, вследствие высокого давления приводят и к снижению качества оттиска – высокое растискивание, смазывание, неравномерное распределение краски на плашках. Высокое давление влияет на тиражестойкость печатной формы и может привести к ее расслаиваю. Понятно, что здесь необходим компромисс или новая идея.
При использовании обычных формных пластин, избыток давления частично поглощается ими. В результате деформации верхнего фотополимерного слоя печатной формы возникает растискивание, которое необходимо снизить, если печатаются высококачественные растровые работы.
Чтобы добиться этого, для печати на этикетках и упаковке используют тонкие пластины толщиной в пределах 1-го мм. В этом случае большая часть избыточного давления поглощается сжимаемой подложкой и таким образом, степень деформации печатающих элементов в зоне печатного контакта снижается благодаря способности подложки к сжатию, что приводит к значительному улучшению качества печати.
Термин «сжимаемость» («компрессионность») означает компенсацию давления посредством уменьшения в объеме. Точное восстановление подложкой первоначальных размеров оказывает эффект выравнивания нагрузки. Иными словами, применяемый для изготовления печатных форм для флексографии материал должен обладать способностью к высокоэластическим деформациям.
Сжимаемые гильзы, которые применяют в печати на упаковке, имеют поверхность, состоящую из компрессионного слоя, который не теряет своих свойств даже после нескольких лет использования. Эффект вспененной структуры в том, что значительная часть давления, действующего на форму, поглощается подложкой. Поэтому рельеф печатной формы сохраняется более стабильным, в то время как сжатый пеноматериал распрямляется до первоначальной высоты после прохождения зоны печатного контакта. Это позволяет выполнять растровые, штриховые и плашечные работы с одной формы.
Основные характеристики печатной формы это толщина, жесткость и твердость, которые тесно взаимосвязаны. Твердость одного и того же материала при уменьшении его толщины, увеличивается. В то же время разные материалы одинаковой толщины могут иметь разную жесткость. Более тонкие и жесткие печатные формы лучше передают растровую точку, но с ними труднее работать. Для гладкого запечатываемого материала при печати растровых изображений лучше использовать более жесткие формы, чем при печати штрихов и текста. Поэтому надо гибко использовать разные типы формных пластин при изготовлении печатных форм.
Таким образом, суть флексографии – это особенность печатной формы, все остальное работает на нее, усиливая положительные факторы. /1/
В заключении хочу сказать, что чтобы получить высококачественную печатную продукцию, необходимо согласовать между собой три фактора, а именно – выбор печатной формы, красочной системы и растрированного (анилоксового) валика. Выбор толстой или тонкой печатной формы, краски на водной основе или закрепляемой УФ-излучением и требуемого для однородной передачи краски на печатную форму растрированного валика являются решающими для качества печатного процесса.
3.3 Общие схемы изготовления печатных форм различными способами
Печатные формы для флексографии изготавливаются несколькими способами. Рассмотрим некоторые из них.
3.3.1 Негативное копирование
При негативном копировании используются фотополимерные пластины (рис. 1) различной толщины от 0,76мм до 6,5 мм и жесткости. Жесткость пластины зависит от ее толщины.
Структурная схема пластины
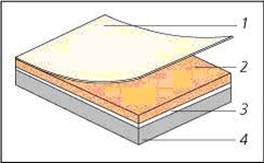
1- защитный слой;
2- жидкий светочувствительный фотополимерный копировальный слой;
3- адгезийный подслой;
4- полимерная подложка.
Рис.1
Первый этап процесса копирования – экспонирование (рис.2) обратной стороны формной пластины, которое выполняется через пленку-основу без применения вакуума /2/. Проводится УФ-излучением определенной длины волны (примерно 360 нм) для формирования основания будущих печатающих элементов, для образования активных центров, повышения светочувствительности и обеспечения правильной трапециевидной формы печатающих элементов/3/.
Схема изготовления печатной формы
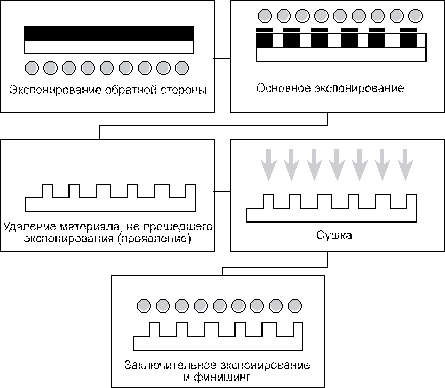
Рис.2
Продолжительность экспонирования зависит от требуемой глубины рельефа и подбирается методом проб и ошибок.
Если репродуцируются мелкие точки и тонкие линии, необходим более плоский рельеф, для чего следует увеличить продолжительность предварительного экспонирования /2/.
Основное экспонирование является второй ступенью обработки при производстве фотополимерных печатных форм и должно производиться сразу же после экспонирования оборотной стороны.
Перед выполнением основного экспонирования с формной пластины необходимо удалить защитную пленку.
Главное экспонирование выполняется через негативную фотоформу. Рельеф формируется в результате полимеризации. На формную пластину копируются присутствующие на негативной фотоформе в виде прозрачных участков растровые точки, текст и тонкие линии. Внести изменения в получившуюся копию невозможно.
Сначала необходимо выполнить тестовое экспонирование, чтобы точно определить продолжительность засветки. Для этого нужны тестовые негативы /2/. С помощью тестов можно устранить различия в тоновых значениях и снизить риск неправильной оценки копии.
На продолжительность основного экспонирования влияют следующие факторы:
– площадь основания точки
– угол наклона стенки