Сравнительный анализ технологии изготовления печатных форм флексографской печатиРефераты >> Журналистика >> Сравнительный анализ технологии изготовления печатных форм флексографской печати
– наличие сплошных участков с насыщенным цветом
Если время экспонирования слишком мало, на предварительно экспонированном с обратной стороны основании пластины не может сформироваться приемлемое основание рельефа, поскольку сквозная полимеризация отсутствует. Таким образом, образуется растворимая область, которая в дальнейшем вымывается вместе растровыми точками. Прежде всего, вымываются точки небольшого размера и тонкие линии.
Помимо того, что необходимо оптимальное формирование стенок рельефа, особое внимание следует уделять сплошным промежуточным областям изображения.
Сплошные насыщенные области, присутствующие на негативе, подвергаются наибольшему риску переэкспонирования, в результате чего такие области печатаются сплошной заливкой.
Процесс проявления заключается в удалении с помощью растворителя неполимеризованных участков формы. Вспомогательными в процессе вымывания являются различные механические приспособления, щетки или мягкие скребки.
Проявление ведется в 3 стадии:
- набухание полимера
- удаление полимера
- обмывание копии /3/
Процесс вымывания должен быть насколько это возможно коротким. Чем продолжительнее контакт с растворителем, тем глубже рельеф.
Если вымывание длится слишком долго, рельеф может быть поврежден, возможны даже признаки его отделения. Разрушение возможно и при неправильном выборе растворителя. Оптимальное время определяется опытным путем.
Сушка осуществляется в специальном сушильном шкафу.
Во время сушки вымывающий раствор, проникший в покрытие рельефа, испаряется под воздействием теплого воздуха при t0 40-60 С0. чем дольше время сушки, тем выше тиражеустойчивость формы и стабильность печати.
После сушки нужно выдержать флексографскую форму примерно в течение 12-15 часов при комнатной температуре, чтобы она полностью восстановила свои размеры. Рекомендуем оставлять пластину на ночь при комнатной температуре.
В процессе основного экспонирования в зависимости от характера изображения оказывается эффективным большее или меньшее количество света. В результате уровень полимеризации на отдельных участках изображения может оказаться недостаточным.
Поэтому проводится дополнительное экспонирование – экспонирование УФ-излучением (360 нм) всей поверхности формы при отсутствии негатива для полной полимеризации печатающих элементов формы и увеличения ее тиражестойкости.
Во время дополнительного экспонирования недостаточно полимеризованные зоны в полной мере связываются с получившимся рельефом, образуя единую по характеристикам и твердости печатную форму.
Финишинг - последняя ступень изготовления. Проводится в УФ-излучении (256 нм). Финишинг необходим для закрытия пор, что позволяет устранить липкость печатной формы и повысить стабильность свойств.
Недостаток этого способа — возможные искажения толщины штриховых и растровых элементов — при экспонировании рассеянным светом, а также — неточности экспозиции.
В 2000 году фирма Du Pont предложила технологию тепловой обработки отэкспонированных копий Cyrel Fast /3/.
Технология тепловой обработки — «сухой» способ изготовления флексографских печатных форм. Данная технология может быть реализована как в аналоговом, так и в цифровом варианте с получением всех преимуществ цифровой технологии. Технология тепловой обработки (FAST) предусматривает использование специальных фотополимеризующихся пластин из термореактивного фотополимера, который удаляют с пробельных элементов с помощью теплового воздействия.
Технологический процесс изготовления печатных форм аналогичен традиционному. Для получения скрытого изображения на фотополимеризующейся пластине используют традиционное оборудование. Пластину экспонируют в обычной копировальной раме. Новым является способ удаления незаполимеризованного материала с пробельных элементов, для чего используют специальный процессор. Пластину помещают на цилиндр в процессор, где под воздействием ИК-нагревателя происходит размягчение неэкспонированных участков и их удаление с пластины. Это происходит с помощью нетканого рулонного материала, прижимаемого к поверхности пластины с помощью резинового валика. Процесс удаления материала с пробельных участков формы занимает несколько минут, при этом достигается рельеф до 0,8 мм. Использование технологии тепловой обработки позволяет получать формы с помощью «сухой» обработки, при этом отсутствует процесс вымывания с использованием растворителей. При этом отпадает необходимость длительной операции сушки, и время изготовления печатной формы может быть сокращено до 25 %.
Недостатком технологии тепловой обработки является в настоящее время ограниченный по толщине ассортимент пластин, достаточно высокая стоимость нетканого материала и нерешенность вопросов переработки или утилизации загрязненного нетканого материала/4/.
3.3.2 Технологии СТР
Беспленочные способы изготовления флексографских печатных форм лазерной записью обеспечивают более резкие и плотные растровые точки и, в конечном счете, обеспечивают существенное улучшение качества печати за счет значительно большего градационного охвата и контраста изображения с лучшей проработкой светов. Тонкие негативные и позитивные штриховые элементы воспроизводятся с высокой точностью /5/.
По своей сути технология CtP представляет собой управляемый компьютером процесс изготовления печатной формы методом прямой записи изображения на формный материал. Этот процесс, реализуемый с помощью однолучевого или многолучевого сканирования, характеризуется высокой точностью, так как каждая пластина является первой оригинальной копией, изготовленной на основе одних и тех же цифровых данных. В результате удается повысить резкость точек, точность приводки и воспроизведения всего тонального диапазона исходного изображения, снизить растискивание растровой точки, а также значительно ускорить подготовительные и приладочные работы на печатной машине.
Изготовление флексографских печатных форм по технологии ComputertoPlate может осуществляться двумя способами: прямым лазерным гравированием флексографских форм и с использованием маскированных фотополимеров.
3.3.2.1 Технология прямого лазерного гравирования (LEP)
Технология прямого лазерного гравирования (LEP) предусматривает использование специальной полимерной пластины из несветочувствительного эластомера, имеющей твердость выше средней. В этой технологии сочетается высококачественный полимерный материал и быстрый способ его обработки с помощью лазера /4/.
Технология базируется на использовании современного и мощного лазера, например, CO2, который был признан наиболее подходящим для прямого лазерного гравирования.
Технология прямого лазерного гравирования включает в себя только одну операцию — пробельные элементы на пластине выжигаются ИК-лазером путем возгонки, после чего форма готова к печатанию (рис.3).
Схема прямой лазерной гравировки
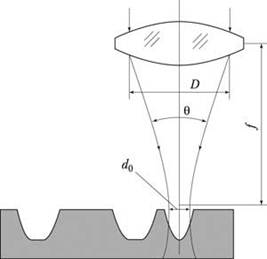
D и f — апертура и фокусное расстояние линзы;