Сравнительный анализ технологии изготовления печатных форм флексографской печатиРефераты >> Журналистика >> Сравнительный анализ технологии изготовления печатных форм флексографской печати
θ — расходимость луча; d0 — диаметр пятна
Рис.3
Хотя эта технология принципиально проста, она обладает целым рядом достоинств:
1) достигается экономия на оборудовании и материалах,
2) экономится время изготовления формы,
3) прямая передача данных из компьютера с помощью лазера позволяет практически исключить возможные ошибки.
Процесс изготовления формы сводится к следующему: пластину без всякой предварительной обработки устанавливают на цилиндр для обработки лазером. Пробельные элементы выжигаются сразу в процессе лазерного облучения.
В процессе обработки контролируется глубина рельефа и профиль растровых точек — т. е. вероятность потери мелких деталей сведена к минимуму. После гравирования с формы нужно удалить частички пыли, с помощью специального пылесоса или промыв проточной водой. Изготовленные печатные формы имеют повышенную тиражестойкость и долговечность, а также высокие изобразительные возможности. Время изготовления формы форматом А4 составляет около 1 часа.
В настоящее время технология прямого лазерного гравирования имеет ряд недостатков. Это ограниченный ассортимент пластин по толщине, высокая энергоемкость, необходимость удаления продуктов горения, необходимость периодической замены силовых элементов лазеров и устойчивость не ко всем видам печатных красок.
3.3.2.2 Косвенное лазерное гравирование
Изготовление флексографских форм по технологии CtP с применением маскированных фотополимеров получило широкое распространение в производстве высококачественной печатной продукции. В качестве основы маскированных фотополимеров используются фотополимеризующиеся композиции, хорошо зарекомендовавшие себя при аналоговом изготовлении печатных форм. Главной отличительной особенностью цифровых формных материалов является наличие тонкого (несколько мкм) масочного покрытия, поглощающего лазерное излучение. Это покрытие удаляется с поверхности формной пластины в процессе экспонирования инфракрасным лазером. В результате на поверхности пластины создается негативное изображение, заменяющее фотоформу при последующем экспонировании УФ-излучением. Поскольку маскированные фотополимеры разработаны на основе традиционных фотополимеров для флексографии, процессы их обработки одинаковы (рис.4).
Схема изготовления формы с помощью лазерной записи маски
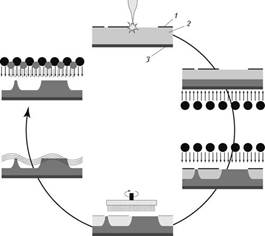
Рис.4
После удаления лазером масочного слоя в местах, соответствующих печатающим элементам, экспонируется прозрачная подложка с целью создания основы фотополимерной формы. Экспонирование для получения рельефного изображения осуществляется через негативное изображение, созданное из масочного слоя. Затем проводится обычная обработка, состоящая из вымывания незаполимеризовавшегося фотополимера, промывки и доэкспонирования с одновременной сушкой и финишинг.
Сокращение технологического цикла изготовления форм за счет отсутствия фотоформ позволяет не только упростить допечатный процесс, но и избежать ошибок, связанных с использованием негативов:
• отсутствуют проблемы, возникающие вследствие неплотного прижима фотоформ в вакуумной камере и образования пузырей при экспонировании фотополимерных пластин;
• не существует потери качества, вызванного попаданием пыли или других включений между фотоформой и пластиной;
• не происходит искажения формы печатающих элементов из-за низкой оптической плотности фотоформ;
• отсутствует необходимость работы с вакуумом;
• профиль печатающего элемента оптимален для стабилизации растискивания и точной цветопередачи /6/.
При экспонировании монтажа, состоящего из фотоформы и фотополимерной пластины, в традиционной технологии свет, прежде чем достичь фотополимера, проходит через несколько слоев: серебряную эмульсию, матированный слой и основу фотоформы, пленку вакуумной копировальной рамы. При этом свет рассеивается в каждом слое, а также на границах слоев. В результате растровые точки получают более широкие основания, что приводит к увеличению растискивания. При экспонировании лазером маскированных флексографских пластин нет необходимости создавать вакуум, к тому же здесь отсутствует пленка. Практически полное отсутствие рассеяния света означает, что изображение, записанное с высоким разрешением на слое маске, точно воспроизводится на фотополимере /7/.
Таким образом, к достоинствам печатных форм, изготовленных по технологии CtP и вытекающих из особенностей проведения формного процесса, можно отнести следующие:
1) экспонирование проводится без вакуума;
2) отпадает необходимость изготовления негатива и применения специальной матовой фотопленки;
3) отсутствуют проблемы неплотного прилегания негатива при экспонировании из-за неполного удаления воздуха, образования пузырей или попадания пыли и прочих включений;
4) не происходит потерь мелких деталей из-за недостаточной оптической плотности изображения и нечеткого края точек.
Таким образом, рассмотрев данные методы изготовления форм можно сказать, что одним из наиболее выгодных является способ косвенного лазерного гравирования. Т.к. не только сокращается время технологического цикла, но и отсутствуют ошибки, связанные с использованием негативов, а также не происходит потерь мелких деталей из-за недостаточной оптической плотности изображения. Чего нельзя сказать о негативном копировании, главным достоинством которого является использование пластин различной толщины. При этом данный способ имеет много недостатков. Т.к. глубина рельефа выбирается опытным путем, существует риск переэкспонирования, искажения толщины элементов, что ведет к неточности экспозиции. Однако главным недостатком является большие трудо- и времязатраты. Хотя в 2000 году был предложен «сухой» способ изготовления, позволивший сократить время изготовления на 25%, из-за ограниченного ассортимента пластин, высокой стоимости материалов и их утилизации, данный способ не получил широкого применения.
4. Выбор технологии, оборудования и материалов для изготовления образца
4.1 Выбор технологического процесса
При выборе оптимальной технологии для изготовления данного образца следует учитывать формат изделия, его область применения, разрешающую способность, тираж и другие факторы, позволяющие получить изделие с меньшими экономическими затратами и высокого качества.
Таблица-2 Сопоставление выбранных технологических процессов
|
Назначение процесса |
Возможные варианты процессов |
Выбранный вариант |
Обоснование выбранного варианта |
|
Изготовление печатной формы |
-негативное копирование -косвенная лазерная запись - прямое лазерное гравирование |
Прямое лазерное гравирование |
Использование данного способа изготовления печатной формы позволяет отказаться от фотоформы. Кроме этого повышается экологичность и производительность процесса. Печатные элементы получаются с прямоугольным цоколем, что дает возможность значительно повысить точность проявления детали без потери тиражеустойчивости. Тиражеустойчивость более 1 млн. оттисков, разрешающая способность 12 – 70 лин\см |