Проектирование физкультурно-оздоровительного комплексаРефераты >> Строительство >> Проектирование физкультурно-оздоровительного комплекса
В соединениях с работой болтов на растяжение, а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
Запрещается применение болтов и гаек, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
Запрещается стопорение гаек путем забивки резьбы болта или приварки их к стержню болта.
Гайки следует закручивать до отказа от середины соединения к его краям.
Качество затяжки постоянных болтов следует проверять остукиванием их молотком массой 0,4 кг, при этом болты не должны смещаться.
Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
Схема укрупнительной сборки рамы приведена на листе 10 графической части данного проекта.
3.5.4.2 Монтаж металлических конструкций каркаса здания
Монтаж каркаса здания выполнять комплексным методом, предусматривающим монтаж разнотипных конструкций (рамы, связей, прогонов) в пределах одной ячейки, образующей жесткую устойчивую систему.
Монтаж рамы здания выполнять способом подъема со сложным перемещением. После строповки рамы кран выполняет ее подъем в вертикальное положение и поворот на 900 к месту проектной установки. Подъем осуществляется на вылете 9 м при соответствующей грузоподъемности крана 7т. Вес укрупненной конструкции рамы составляет 4 т.
Для подъема и поворота рамы используется траверса с полуавтоматическим стропом, грузоподъемностью до 30 т (см. рисунок 13).
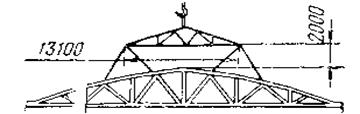
Рисунок 13
Перед подъемом каждого монтажного элемента необходимо проверить:
– соответствие его проектной марке;
– состояние закладных изделий и установочных рисок, отсутствие грязи, снега, наледи, повреждений отделки, грунтовки и окраски;
– наличие на рабочем месте необходимых соединительных деталей и вспомогательных материалов;
– правильность и надежность закрепления грузозахватных устройств;
а также оснастить в соответствии с ППР средствами подмащивания, лестницами и ограждениями.
Строповка рамы производится в местах сопряжения раскосов ее элементов, с усилением диафрагмами по месту.
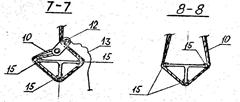
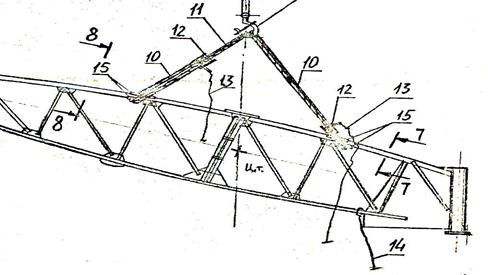
10, 11 – строп траверсы; 12 – замок пружинный; 13, 14 – канат пеньковый; 15 – подкладка под строп из трубы
Рисунок 14 – Схема строповки элемента рамы
Подъем конструкции следует производить плавно, без рывков, использую оттяжки, предотвращающие опрокидывание рамы в сторону монтажного крана.
После установки первой рамы в проектное положение производится ее временное раскрепление при помощи расчалок. При выверке, тщательно проверяется монтируемая конструкция, точность ее установки относительно осей и положение в пространстве.
После монтажа второй рамы, производится монтаж связей и прогонов.
Окончательное закрепление конструкции производится после выверки всех элементов в пределах ячейки.
Головки и гайки болтов, в том числе фундаментных, должны после затяжки плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а стержень болта выступать из гайки не менее чем на 3 мм.
Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
Размеры конструктивных элементов кромок и швов сварных соединений, выполненных при монтаже, и предельные отклонения размеров сечения швов сварных соединений должны соответствовать указанным в ГОСТ 5264—80, ГОСТ 11534—75, ГОСТ 8713—79, ГОСТ 11533—75, ГОСТ 14771—76*, ГОСТ 15164—78, ГОСТ 23518—79.
Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п.
Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
Поверхности свариваемой конструкции и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
Приваренные сборочные и монтажные приспособления надлежит удалять без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить заподлицо с основным металлом, недопустимые дефекты исправить.
Необходимость удаления сборочных болтов в монтажных сварных соединениях после окончания сварки определяет монтажная организация.
Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
3.5.6 Контроль качества и приемка работ
Предельные отклонения фактического положения смонтированных конструкций не должны превышать при приемке значений, приведенных в таблице 17.
Таблица 17
|
Параметр |
Предельные отклонения, мм |
Контроль (метод, объем, вид регистрации) |
|
Отклонение отметок опор |
5 |
Измерительный, геодезическая исполнительная схема |
|
Отклонение отметок опорных узлов рамы |
10 |
Измерительный, журнал работ |
|
Смещение осей на опоре |
15 |
Измерительный, геодезическая исполнительная схема |
|
Поверхность шва |
Равномерно-чешуйчатая, без наплывов и перерывов |
Внешний осмотр, с проверкой геометрических размеров и формы швов |
|
Дефекты (непровары, скопления пор) |
Расстояние между близлежащими концами не менее 200 мм |
то же |
3.5.7 Техника безопасности при проведении монтажных работ
См. п. 5.2.2 настоящего документа.
3.5.5 Калькуляция трудовых затрат
Таблица 18
|
N п/п |
Наименование работ |
Обоснование |
Ед. измер. |
Объем работ |
Затраты труда |
Заработная плата, р.-к. | ||
|
ч-час |
м-час |
раб-й |
маш-т | |||||
|
1 |
Укрупнительная сборка рам |
ЕниР,1987г. §Е5-1-3 |
1 т |
32 |
116,8 |
23,36 |
99_52 |
24_73,6 |
|
2 |
Монтаж рам |
ЕниР,1987г. §5-1-6 |
1 т |
32 |
88,64 |
12,64 |
75_36 |
13_42,4 |
|
3 |
Монтаж прогонов |
ЕниР,1987г. §Е5-1-6 |
1 т |
5,376 |
38,98 |
12,97 |
31_18,1 |
13_754 |
|
4 |
Монтаж связей |
ЕниР,1987г. §Е5-1-6 |
1 т |
2,644 |
47,03 |
15,47 |
37_62,6 |
16_42,7 |
|
5 |
Монтаж стоек фахверка |
ЕниР,1987г. §Е5-1-6 |
1 т |
1,2 |
8,76 |
2,91 |
7_00,8 |
3_09 |
|
Итого: |
300,21 |
67,35 |
250_69,5 |
71_43,1 | ||||