Крнтрольно-измерительные приборы (линейка,штангенциркуль)Рефераты >> Естествознание >> Крнтрольно-измерительные приборы (линейка,штангенциркуль)
Измерительная техника является неотъемлемой частью материального производства. Без системы измерений, позволяющей контролировать технологические процессы, оценивать свойства и качество продукции, не может существовать ни одна область техники
Совершенствование методов средств и измерений происходит непрерывно. Их успешное освоение и использование на производстве требует глубоких знаний основ технических измерений, знакомства с современными образцами измерительных приборов и инструментов.
Средства измерений — технические средства, используемые при измерениях и имеющие нормированные метрологические свойства. Средства измерений делят на меры и измерительные приборы.
Мера— средство измерений, предназначенное для воспроизведения физической величины заданного размера, например концевая мера длины, гиря — мера массы. Однозначная мера воспроизводит физическую величину одного размера (например, концевая мера длины), а многозначная мера—ряд одноименных величин различного размера (например, штриховая мера длины и многогранная призма). Специально подобранный комплект мер, применяемых не только в отдельности, но и в различных сочетаниях с целью воспроизведения ряда одноименных величин различного размера, называется набором мер (например, наборы плоскопараллельных концевых мер длины и наборы угловых мер).
Измерительные приборы— средства измерений, предназначенные для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. По характеру показаний измерительные приборы делят на аналоговые, цифровые, показывающие, регистрирующие, самопишущие и печатающие, а по принципу действия — на приборы прямого действия, приборы сравнения, интегрирующие и суммирующие приборы. Для линейных и угловых измерений широко используются показывающие приборы прямого действия, допускающие только отсчет показаний.
По назначению измерительные приборы делят на универсальные - предназначенные для измерения одноименных физических величин различных изделий, и специализированные - служащие для измерения отдельных видов изделий (например, размеров зубчатых колес) или отдельных параметров изделий (например, шероховатости, отклонений формы поверхностей).
По конструкции универсальные приборы для линейных измерений делят на:
1) штриховые приборы, снабженные нониусом (штангенинструменты);
2) приборы, основанные на применении микрометрических /винтовых пар (микрометрические инструменты);
3) рычажно-механические приборы, которые по типу механизма подразделяют на рычажные (миниметры), зубчатые (индикаторы часового типа), рычажно-зубчатые (индикаторы или микромеры), пружинные ; (микрокаторы и микаторы) и рычажно-пружинные (миникаторы); 4) оптико-механические (оптиметры, оптикаторы, контактные интерферометры, длиномеры, измерительные машины, измерительные микроскопы, проекторы).
По установившейся терминологии простейшие измерительные приборы — штангенциркули, микрометры называют измерительным инструментом.
Для специальных линейных и угловых измерений в машиностроении также широко применяют измерительные приборы, основанные на других принципах работы, пневматические, электрические, оптико-механические с использованием лазерных источников света.
Для выполнения операций контроля в машиностроении широко используются калибры, которые представляют собой тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. К ним относятся гладкие предельные калибры (пробки и скобы), резьбовые калибры, шаблоны и т.д.
Рассмотрим подробнее следующие измерительные приборы
1) Штангенциркули предназначены для измерения наружных и внутренних размеров изделий. Они выпускаются четырех типов: ШЦ—I (рис. а);
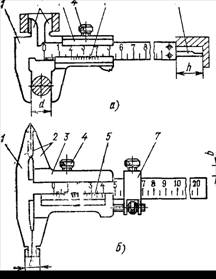 ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1, измерительные губки 2, рамка 3, зажим рамки 4, нониус 5, глубомерная линейка 6 и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь = 10 мм прибавля-
ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1, измерительные губки 2, рамка 3, зажим рамки 4, нониус 5, глубомерная линейка 6 и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь = 10 мм прибавля-
ется к отчету.
2) Микрометры гладкие типа МК. предназначены для измерения наружных размеров изделий. Основные узлы микрометра (рис.2а): скоба /, пятка 2 и микрометрическая головка 4 — отсчетное устройство, 'основанное на применении винтовой пары, которая преобразует вращательное движение микровинта в поступательное движение подвижной измерительной пятки. Пределы измерений микрометров зависят от размера скобы и составляют 0—25; 25—50; .; 275— 300, 300—400; 400—500 и 500—600 мм.
Микрометры для размеров более 300 мм оснащены сменными (рис. 26) или переставными (рис. 2в) пятками, обеспечивающими диапазон измерений 100 мм. Переставные пятки крепятся в требуемом положении фиксатором 5, а сменные пятки — гайками 6.
На рис. 1а показана микрометрическая головка, которой оснащают микрометры с верхним пределом измерений до 100 мм. Микрометрический винт / проходит через гладкое направляющее отверстие стебля 2 и ввинчивается в разрезную микрогайку 4, которая стягивается регулирующей гайкой 5 так, чтобы устранить зазоры в винтовой паре. На микровинте установочным колпачком 6 закреплен барабан 3. Палец 9, помещенный в глухое отверстие колпачка, прижимается пружиной 10 к зубчатой поверхности трещетки 7, которая крепится на колпачке винтом 8. При вращении трещетка передает микровинту через палец крутящий момент, обеспечивающий заданное измерительное усилие 5—9 Н. Если измерительное усилие больше, то трещетка проворачивается с характерными щелчками. Винт 12 ввинчивается во втулку 11 и фиксирует микровинт в требуемом положении.Микрометрические головки микрометров с нижним пределом измерений свыше 100 мм имеют несколько отличное устройство (рис. 2б). Микровинт / стопорится гайкой 13, которая зажимает разрезную втулку 14. Барабан 3 затягивается установочным колпачком 6 на конусную поверхность микровинта. Палец 9 прижимается к торцовой зубчатой поверхности трещетки 7.
Микрометрические головки имеют шаг резьбы Р= 0,5 мм и длину резьбы 25 мм. При перемещении микровинта на шаг Р барабан совершает один оборот. На стебле микровинта нанесена шкала с делениями, равными шагу микровинта, и продольный отсчетный штрих. Для удобства отсчета четные и не' четные штрихи шкалы нанесены по разные стороны продольного штриха. На коническом срезе барабана нанесена круговая шкала с числом делении n = 50. Цена деления круговой шкалы микрометра с =Р/n = 0,5/50 = 0,01 мм, цена деления основной шкалы а = Р = 0,5 мм Диапазон показаний микрометрической головки равен 25 мм
Перед измерением микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или поверхностям установочных мер 3 (см. рис 2а) под действием усилия, обеспечиваемого трещеткой. При правильной установке нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом на стебле.