Методы защиты от коррозии металлов и сплавов
При стационарном режиме работы установки величина тока поляризации, требуемого для поддержания устойчивого пассивного состояния, постоянно меняется вследствие изменения эксплуатационных параметров коррозионной среды (температуры, химического состава, условий перемешивания, скорости движения раствора и др.). Поддерживать потенциал металлоконструкции в заданных границах можно путем постоянной или периодической поляризации. В случае периодической поляризации включение и выключение тока производят либо при достижении определенного значения потенциала, либо при его отклонении на определенную величину. В обоих случаях параметры анодной защиты определяют опытным способом в лабораторных условиях.
Для успешного применения анодной защиты объект должен отвечать следующим требованиям:
а) материал аппарата должен пассивироваться в технологической среде;
б) конструкция аппарата не должна иметь заклепок, количество щелей и воздушных карманов должно быть минимальным, сварка должна быть качественной;
в) катод и электрод сравнения в защищаемом устройстве должны постоянно находиться в растворе.
В химической промышленности для анодной защиты наиболее пригодны аппараты цилиндрической формы, а также теплообменники. В настоящее время анодная защита нержавеющих сталей применяется для мерников, сборников, цистерн, хранилищ в производстве серной кислоты, минеральных удобрений, аммиачных растворов. Описаны случаи применения анодной защиты теплообменной аппаратуры в производствах серной кислоты и искусственного волокна, а также ванн для химического никелирования.
Метод анодной защиты имеет относительно ограниченное применение, так как пассивация эффективна в основном в окислительных средах при отсутствии активных депассивирующих ионов, например ионов хлора для железа и нержавеющих сталей. Кроме того, анодная защита потенциально опасна: в случае перерыва подачи тока возможно активирование металла и его интенсивное анодное растворение. Поэтому анодная защита требует наличия тщательной системы контроля.
В отличие от катодной защиты скорость коррозии при анодной защите никогда не уменьшается до нуля, хотя может быть и очень небольшой. Зато защитная плотность тока здесь значительно ниже, а потребление электроэнергии невелико.
Другое достоинство анодной защиты — высокая рассеивающая способность, т.е. возможность защиты на более отдаленном от катода расстоянии и в электрически экранированных участках.
3.3 Кислородная защита
Кислородная защита является разновидностью электрохимической защиты, при которой смещение потенциала защищаемой металлоконструкции в положительную сторону осуществляется путем насыщения коррозионной среды кислородом. В результате этого скорость катодного процесса настолько возрастает, что становится возможным перевод стали из активного в пассивное состояние.
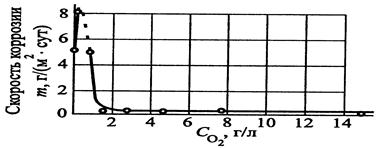
Рисунок- Зависимость скорости коррозии низколегированной стали в воде при температуре 300 °С от концентрации кислорода в воде
Поскольку величина критического тока пассивации сплавов Fe-Cr, к которым относятся и стали, существенно зависит от содержания в них хрома, ее эффективность возрастает с увеличением концентрации хрома в сплаве. Кислородная защита применяется при коррозии теплоэнергетического оборудования, эксплуатирующегося в воде при высоких параметрах (высокие температура и давление). На рис. представлена зависимость скорости коррозии низколегированной стали от концентрации кислорода в высокотемпературной воде. Как видно, увеличение концентрации растворенного в воде кислорода приводит к первоначальному росту скорости коррозии, последующему се снижению и дальнейшей стационарности. Низкие стационарные скорости растворения стали (в 10—30 раз ниже имеющих место без защиты) достигаются при содержании кислорода в воде ~ 1,8 г/л. Кислородная защита металлов нашла применение в атомной энергетике.
4. Разработка и производство новых конструкционных материалов повышенной коррозионной устойчивости
Улучшение антикоррозионных свойств самих металлических материалов осуществляется:
1) устранением из металлов и сплавов примесей, ускоряющих коррозионные процессы;
2) легированием.
Чистые металлы и сплавы, то есть металлические конструкционные материалы, практически беспримесные, строго отвечают заданному поведению. Поскольку в них нет отклонений от стехиометрии в составе и структуре, то нет отклонений и в поведении.
Для наиболее ответственных конструкций и аппаратов налажен промышленный выпуск металлов и сплавов, обладающих высокой чистотой и применяемых в ракетостроении, ядерной технике и т.д.
Примеси в металлах и сплавах образуют дефекты в кристаллах. Из-за дефектов запас энергии реальных кристаллов выше, чем идеальных, что обуславливает более реакционную способность первых.
В условиях газовой коррозии примеси влияют не только на жаропрочность, но и жаростойкость. Технические стали делятся на стали обыкновенного качества и качественные. Качественные стали имеют узкие пределы по содержанию примесей (серы, фосфора, неметаллических включений и др.) по количеству и макро- и микроструктуры. Например, наличие в стали серы приводит к тому, что при 1000 – 1200 ºС в местах ее скопления возникают надрывы и трещины. Растворенный в стали или меди водород делает металл более хрупким. Фосфор, образуя фосфиды железа (легкоплавкие эвтектики), оказывает вредное влияние на свойства стали.
При электрохимической коррозии металлов и сплавов наличие примесей приводит к образованию микрогальванических элементов с основным металлом и увеличению скорости коррозии. При значительном накоплении примесей может протекать и контактная коррозия. Поэтому повышение чистоты конструкционных материалов ведет к снижению коррозионных потерь.
Легирование металлов и сплавов повышает их коррозионную стойкость. Сильно повышается коррозионная стойкость железа при введении более 12% хрома, марганца в магниевые сплавы, никеля в железные сплавы, меди в никелевые сплавы и т.д.
Для жаростойких сплавов на основе железа основными легирующими компонентами являются хром, кремний и алюминий.
Под действием высоких температур кремний, алюминий и хром образуют тугоплавкие оксиды. Так, температура плавления Al2O3 и Cr2O3 составляет 2320 и 2500 ºС соответственно. При легировании стали хромом, алюминием и кремнием на поверхности образуются окалиностойкие пленки (Cr Fe)2O3, (Al Fe)2O3 или (Si Fe)2O3. Железо на воздухе легко окисляется при 500ºС и выше. Для низкохромистой стали с содержанием 5-8% хрома окалиностойкость (жаростойкость) повышается до 700 – 750 ºС; введение в сталь 15-18% хрома повышает жаростойкость до 950 – 1000 ºС, а при 25% хрома – до 1100 ºС.
Как метод защиты от электрохимической коррозии из трех контролирующих факторов коррозии по Н.Д.Томашову – анодного и катодного торможения и омического сопротивления – легирование в основном воздействует на первые два фактора.