Методы защиты от коррозии металлов и сплавов
Покрытия наносят с целью защиты изделий от коррозионного воздействия среды, для восстановления изношенных трущихся поверхностей, для придания изделиям жаростойкости. Металлизацией можно покрывать большие сложной формы конструкции в собранном виде. На рис. 46 приведена схема устройства электрометаллизатора проволочного типа. Концы проволок, по которым проходит электрический ток, выходя из наконечника (4), встречаются, и возникает вольтовая дуга, под действием которой концы проволок расплавляются. Струя сжатого воздуха через сопло (5) распыляет расплавленный металл.
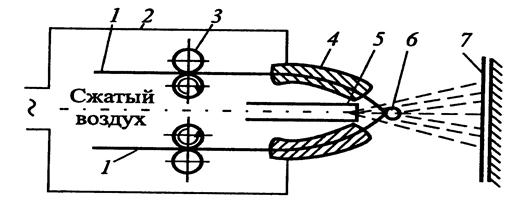
Рисунок Схема устройства электрометаллизатора:
1 — проволока; 2 — корпус аппарата; 3 — механизм для протягивания проволоки; 4 — наконечник; 5 — воздушное сопло; 6 — электрическая дуга; 7 — металлизируемая деталь.
Вместо двух проволок можно взять три и подавать на них ток от трехфазного источника тока. В этом случае образуется сочетание электрических дуг, горящих между концами различных проволок. Такой металлизационный аппарат применяют обычно для получения псевдосплавов (искусственных сплавов железа с медью, цинком, алюминием и т.д.). Полученные таким образом псевдосплавы обладают очень высокими антифрикционными свойствами.
При газовой металлизации происходит более мелкое и равномерное распыление металла. При электрической металлизации из-за невозможности одинакового оплавления концов проволоки в напыленном слое обнаруживают частицы различных размеров — от 10 мкм до 100 мкм. Такая неоднородность частиц по размерам ухудшает физико-механические свойства металлизированных покрытий.
Основной металл детали в процессе металлизации нагревается весьма незначительно, поэтому он не претерпевает структурных изменений, и его усталостная прочность не понижается.
Получаемое покрытие имеет чешуйчатую структуру и высокую пористость. При металлизации расходуется большое количество металла на угар и распыление, покрытие имеет пористую структуру, неравномерную толщину и низкую адгезию к металлу. Толщина получаемого слоя обычно равна 0,5-0,7 мкм.
Метод напыления применяется в промышленности для защиты крупногабаритных конструкций в собранном виде, например, газгольдеров, резервуаров и т.д. В химическом машиностроении он не нашел широкого применения вследствие недостатков, указанных выше. Известно только применение алюминиевых покрытий, полученных подобным способом, для защиты от коррозии оборудования заводов, перерабатывающих сернистые нефти, вулканизационных котлов и подобных аппаратов.
1.2 Неметаллические покрытия
1.2.1 Неорганические покрытия
Большинство металлов окисляется кислородом воздyxa с образованием поверхностных оксидных пленок. Однако эти пленки в силу незначительной толщины не обеспечивают надежной защиты от коррозии. Особенно слабы в этом отношении естественные пленки на железе.
Между тем в результате определенной химической или электрохимической обработки можно создать на поверхности металла искусственные пленки, которые обладали бы значительно более высокой коррозионной стойкостью, чем основной металл, и защищали бы его от разрушения.
Существуют различные методы получения таких неметаллических пленок, отличающихся химическим составом. Наиболее распространены оксидные и фосфатные пленки, хотя по защитным свойствам они уступают металлическим покрытиям. Процесс изготовления оксидных покрытий на металле получил название оксидирования, а фосфатных — фосфатирования.
Оксидирование. Основное назначение этого процесса — защита черных и цветных металлов от атмосферной коррозии.
Современный метод оксидирования — химическая и электрохимическая обработка деталей в щелочных растворах.
Электрохимическое оксидирование ведут в растворе 4% едкого натра при 65—120°С и анодной плотности тока от 2,5 до 10 А/дм2. Продолжительность анодной обработки не превышает 60 минут.
Качественное покрытие состоит из магнитной окиси железа, получающейся в результате последовательных превращений:
Fe → Na2 Fe 02 → Na2 Fe2 04 → Fe3 O4
Оксидирование черных металлов носит также название «воронения». Его осуществляют в растворе состава, г/л: Na OH — 600-700; Na NO2 — 200-250; Na NO3 — 50-100. Температура — 135-145 °С, время 30-90 мин. В процессе происходит растворение железа с образованием соединений Na2FeO2 и Na2Fe204, из которых образуется поверхностная пленка оксида железа
Na2 Fe 02 + Na2 Fe2 04 + 2H2O = Fe3 O4 + 4 Na OH
Оксидная пленка на малоуглеродистой стали имеет глубокий черный цвет, а на высокоуглеродистых сталях — черный с сероватым оттенком. Для повышения антикоррозионных свойств оксидированное изделие погружают на 2-3 мин в горячий 2-3% раствор мыла, а затем на 5-10 мин - в минеральное трансформаторное или машинное масло при температуре 105-120 °С. После этой операции поверхность покрытия становится блестящей, с равномерной черной окраской. Возможно оксидирование и магниевых сплавов — в хромово-кислых электролитах с последующим нанесением лакокрасочных покрытий. Толщина оксидных пленок составляет 0,8-1,5 мкм.
Противокоррозионные свойства поверхностной пленки оксидов невысоки, поэтому область применения этого метода ограничена. Основное назначение его — декоративная отделка. Почти все стрелковое оружие и ряд точных приборов подвергают воронению, в результате чего изделия приобретают красивый черный цвет. Воронение используют и в том случае, когда необходимо сохранить исходные размеры изделия, так как оксидная пленка составляет всего 1,0-1,5 микрона.
Анодирование. Особенно широко применяется оксидирование алюминия и его сплавов. Это наиболее простой и надежный метод защиты их от коррозионного разрушения.
Процесс образования оксидных пленок на поверхности алюминия называют анодированием.
В обычных условиях на поверхности алюминия присутствует тонкая пленка оксидов Al2O3 или Al2O3 · nН2О, которая не может защитить его от коррозии. Под воздействием окружающей среды алюминий покрывается слоем рыхлых белых продуктов коррозии. Процесс искусственного образования толстых оксидных пленок может быть проведен химическим и электрохимическим способами.
Пленки, образующиеся при анодной обработке алюминия, обладают достаточной толщиной и рядом ценных свойств. Они защищают металл от коррозии и являются хорошим подслоем под лакокрасочные покрытия. Анодные пленки на алюминии обладают большим сопротивлением к истиранию, имеют высокое омическое сопротивление и хорошо окрашиваются, что позволяет придать изделиям из анодированного алюминия красивый вид. Для анодного окисления используют два типа электролитов.
В растворах слабых кислот (борная, винная, лимонная) и их солей оксидная пленка не растворяется. В этом случае получают беспористые, плотные, не проводящие электрический ток покрытия толщиной до 1 мкм. Такие пленки используют в качестве электроизоляционных покрытий в производстве конденсаторов.