Разработка энергосберегающей технологии ректификации циклических углеводородов
Как видно из таблицы 8, минимальные энергозатраты в кипятильниках колонн обеспечиваются при следующих значениях рабочих параметров:
температуре подачи ЭА 80-900С;
расходе ЭА 70 кмоль/час;
уровнях подачи экстрактивного агента и исходной смеси на 3 и 9 тарелки соответственно.
В таблице 9 приведены обобщенные данные зависимости энергозатрат на разделение от температуры экстрактивного агента при его оптимальном расходе.
Таблица 9. Зависимость энергозатрат от расхода ЭА при разных температурах подачи ЭА.
|
Т ЭА, 0С |
Опт. расход ЭА, кмоль/час |
RЭК |
Энергозотраты, ГДж/час | |
|
QЭК |
| |||
|
100 |
70 |
1.13 |
1,136 |
9.901 |
|
90 |
70 |
1.35 |
1.134 |
9.480 |
|
80 |
70 |
1,53 |
1.133 |
9.480 |
|
70 |
70 |
0.94 |
1.133 |
9.481 |
|
60 |
70 |
0.07 |
1.171 |
9.528 |
В общем, с уменьшением температуры экстрактивного агента флегмовое число уменьшается. Минимальные энергозатраты наблюдаются при расходе 70 кмоль/час и температуре подачи ЭА 900С.
Таким образом, нами были найдены оптимальные параметры работы экстрактивной колонны: температура подачи анилина в колонну, расход экстрактивного агента, уровень ввода ЭА и исходной смеси. Далее, при фиксированных параметрах экстрактивной колонны, мы определили тарелку питания в колонне регенерации анилина. Результаты расчета приведены в табл.10.
Таблица 10. Оптимальное положение тарелки питания в колонне регенерации А.
|
NF |
Энегозатраты, ГДж/ч |
|
8 |
9.480 |
|
9 |
9.480 |
|
10 |
9.470 |
|
11 |
9.481 |
Затем, при закрепленных оптимальных параметрах экстрактивного комплекса, мы определили тарелку питания в колонне выделения этилбензола. Результаты представлены в табл.11.
Таблица 11. Оптимальное положение тарелки питания в колонне выделения этилбензола
|
NF |
Энегозатраты, кДж/ч |
|
13 |
8.909 |
|
14 |
8.896 |
|
15 |
8.781 |
|
16 |
8.888 |
Таким образом, оптимальными рабочими параметрами схемы 3 состоящей из двухотборных колонн являются следующие:
· температура подачи анилина в колонну ЭР – 90 0С;
· расход экстрактивного агента – 70 кмоль/час;
· для колонны экстрактивной ректификации: уровень ввода ЭА – 3 т. т., исходной смеси – 9 т. т.;
· для колонны регенерации ЭА: уровень ввода питания – 10 т. т.;
· для колонны выделения ЭБ: уровень ввода питания – 15 т. т.
Определение оптимальных рабочих параметров схемы, содержащей сложную колонну с боковой секцией
Разделение смеси циклогексан – бензол – этилбензол с использованием анилина в качестве экстрактивного агента возможно в схемах, содержащих сложные колонны с боковыми секциями. Выше была проведена процедура синтеза таких схем и получено пять работоспособных структур. С целью выявить наименее энергоемкий из них, нами была проведена параметрическая оптимизация полученных вариантов разделения. В результате при фиксированных температуре, давлении и составе исходной смеси и качестве продуктовых потоков была определена совокупность параметров (температура, расход и уровень ввода экстрактивного агента, количество и уровень бокового отбора, положение тарелок питания колонн технологической схемы), которые обеспечивают минимальные энергозатраты. Для всех технологических схем, включающих сложные колонны с боковыми секциями, этапы оптимизация идентичны. В связи с этим представим полную процедуру нахождения оптимальных параметров для одной структуры, принципиальная схема которой приведена на рис.27.
Исходная смесь подается в середину колонны К1, где в качестве куба выделяется ЭБ. Остальная смесь поступает в середину сложной колонны К2, а экстрактивный агент (анилин) подается наверх этой колонны. Дистиллятом является практически чистый циклогексан. Ниже точки питания в паровой фазе отбирается поток, который направляют в боковую исчерпывающую секцию К3, продуктом которой является бензол. Кубовый продукт сложной колонны представляет собой практически чистый анилин, который смешивают с небольшим количеством свежего экстрактивного агента и направляют на рецикл в сложную колонну.
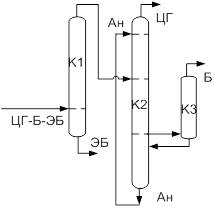
Рис.27. Схема экстрактивной ректификации смеси циклогексан – бензол – этилбензол, содержащая сложную колонну с боковой укрепляющей секцией.
Все расчеты проводили на 100 кмоль/ч исходной смеси состава ЦГ: Б: ЭБ = 10: 80: 10%мол. Качество продуктовых фракций задавали равным 95%мол., регенерированного анилина – 99,9%мол. Все аппараты технологической схемы работают при давлении 0,3 кг/см2. Эффективность сложной колонны в данном случае составляет 30 т. т., боковой секции – 10 т. т., колонны регенерации – 20 т. т.
Первоначально было исследовано влияние на энергозатраты температуры подачи экстрактивного агента при закрепленном соотношении исходная смесь: ЭА = 1: 2 и фиксированном количестве отбора в боковую секцию 87 кмоль/ч. При этом для каждого значения температуры агента определили оптимальное положение тарелок подачи в колонну исходной смеси и ЭА и тарелки отбора в боковую секцию. Результаты расчетов приведены в табл.12.