Совершенствование технологии получения технического ПАН жгутика
Из фильеры струйка прядильного раствора попадает в среду, осаждающую полимер из раствора, поэтому одновременно с релаксационным процессом на поверхности волокна начинается процесс высаживания полимера и тем самым закрепления ориентированного состояния элементов структуры. Кроме того, на раствор, вытекающий из фильеры, начинает действовать растягивающая сила, которая также способствует протеканию ориентационных процессов. Оба фактора могут в значительной степени снижать эффект расширения струйки.
Осадителями при мокром формовании ПАН волокна могут быть самые разнообразные жидкости, которые можно подразделить по степени их осаждающей способности. Наиболее сильным осадителем является вода.
Если в качестве осадителя используется вода, то ее осаждающее действие на полимер уменьшается при увеличении содержания в нем третьего сомономера, содержащего гидрофильные группы. Увеличение осаждающей способности воды наблюдается, когда рН осадительной ванны становится меньше 3.
Струйка прядильного раствора при вытекании из отверстия фильеры в осадительную ванну значительно расширяется. Одновременно с расширением на поверхности жидкой струйки начинается высаживание полимера. Таким образом, зависимости от скоростей осаждения полимера и расширения струйки раствора задается первоначальный объем струйки прядильного раствора. Чем жестче условия осаждения полимера, тем меньше расширение струйки прядильного раствора и соответственно меньше первоначальный объем волокна. Однако образующееся в таких условиях студнеобразное волокно трудно деформируется, и поэтому при прохождении через осадительную ванну практически не изменяет своего объема. По мере увеличения концентрации растворителя в осадительной ванне первоначальный объем волокна возрастает вследствие расширения струйки, причем образующийся студень содержит больше растворителя и поэтому обладает большей способностью деформироваться под нагрузкой. При достижении такого момента, когда студень может легко деформироваться под действием усилий, прилагаемых при отводе нити из осадительной ванны, объем нити будет непрерывно уменьшаться на участке от максимального расширения струйки после выхода из фильеры до выхода из ванны. Такой момент наступает при формовании волокна из диметилформамидных и диметилсульфоксидных растворов ПАН при содержании в ванне 80% растворителя, а при формовании из водно-роданидных растворов - 17% роданида.
Скорость мокрого формования ПАН волокон зависит в первую очередь от двух факторов: величины расширения струйки прядильного раствора при выходе ее из отверстия фильеры и способности свежесформвванного студнеобразного волокна к растяжению. Остальные многочисленные параметры формования в той или иной степени определяют указанные два фактора. Их влияние можно регулировать или совсем исключить изменением конструкции прядильной машины и ее деталей.
Для оценки влияния расширения струйки рассматриваютяс два принципиально различных способа мокрого формования ПАН волокон: с вытягиванием студнеобразного волокна в осадительной ванне и без вытягивания.
При формовании по первой схеме студнеобразное волокно трудно поддается вытягиванию, поэтому скорость движения струйки, которую она приобретает после расширения, сохраняется до выхода из ванны. Это наиболее часто встречающийся в производственной практике случай. В данных условиях скорость формования целиком зависит от величины расширения струйки и определяющих ее факторов. Формование по второй схеме происходит в условиях полной реализации эффекта расширения струйки. Скорость формования в этом случае определяется только способностью свежесформованного волокна к растяжению. По такому механизму происходит формование волокон сухим методом, а также в отдельных специальных случаях (например, при формовании в воронках или через воздушную прослойку).
Одновременные измерения диаметров струек у фильеры и максимальной скорости приема нити при формовании ее из растворов полимера в разных растворителях показали четкую корреляцию между этими двумя величинами. Увеличение концентрации растворителя в осадительной ванне снижает скорость осаждения полимера из прядильного раствора и тем самым способствует развитию релаксационных процессов в вытекающей струйке, т.е. ее расширению, что, в свою очередь, приводит к снижению скорости формования. Однако это возможно лишь до определенной предельной концентрации полимера в растворе, выше которой изменяется механизм формования, т.е. волокно начинает формоваться по второй схеме вместо первой (рис.1). При уменьшении осаждающей способности осадителя точка изменения механизма формования смещается в сторону меньшего содержания растворителя в осадительной ванне.
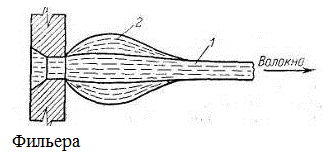 |
Рис.1. Схема двух механизмов формования:
1 - без растяжения волокна; 2 - с растяжением волокна.
Увеличение молекулярного веса растворенного полимера в относительно небольших пределах - от 60 000 до 120 000, приводит к снижению скорости формования в 2,5 раза благодаря увеличению расширения струйки.
Увеличение температуры прядильного раствора уменьшает расширение струйки и соответственно позволяет увеличить скорость формования. Такое же влияние оказывают на скорость формования все параметры прядильного раствора, приводящие к снижению расширения струи [6].
1.2. Технология получения ПАН-жгутика
Мокрое формование ПАН волокон осуществляется в различных осадительных ваннах, которые по виду осадителя можно подразделить на водные и неводные, а по конструкции узла формования - на горизонтальные и вертикальные (рис.2) [6].
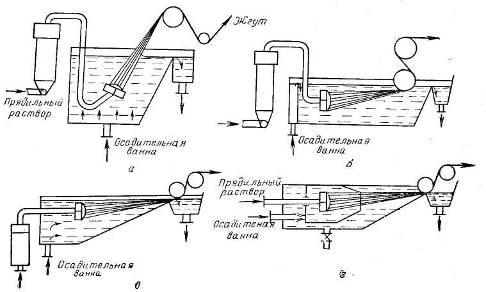
Рис.2. Различные схемы мокрого формования полиакрилонитрильного штапельного волокна: а - вертикальное; б - горизонтальное; в - горизонтальное с гидравлическим вытягиванием; г - формование с гидравлической насадкой.
Наиболее распространенной производственной схемой формования волокна является осаждение ПАН из растворов в водных осадительных ваннах. Применение этих ванн позволяет упростить систему регенерации растворителя и осуществить полный противоток в прядильно-отделочном агрегате, начиная с промывки и кончая осадительной ванной. Формование в водных осадительных ваннах производится, как правило, при комнатной или несколько пониженной температуре (8-15°С). В этих условиях не требуется подогревать прядильные насосики и гарнитуру.
Подача прядильного раствора в фильеру производится дозирующими шестеренчатыми насосиками. Производительность насосика может быть различной в зависимости от производимого волокна, схемы, конструкции фильерного комплекта и фильеры. В настоящее время имеется ряд шестеренчатых насосов, обеспечивающих производительность от 0,3 см3 до 300 см3 за 1 оборот. В соответствии с производительностью и размерами насосики устанавливаются на прядильной машине или отдельно в непосредственной близи от машины.