Совершенствование технологии получения технического ПАН жгутика
Одним из основных моментов формования волокна является высаживание полимера из раствора. Состав осадительной ванны подбирается таким образом, чтобы создать наиболее мягкие условия коагуляции прядильной струи. Установлено [9], что в водно-диметилформамидной ванне, содержащей 50–70% растворителя, вся имеющаяся вода связывается диметилформамидом в сольваты (ассоциаты). В результате формование осуществляется практически в органическую ванну, что обеспечивает получение волокна с плотной однородной структурой и требуемым комплексом свойств. Поэтому при диметилформамидном способе осадительная ванна представляет собой водно-диметилформа-мидный раствор с 60%-ным содержанием растворителя.
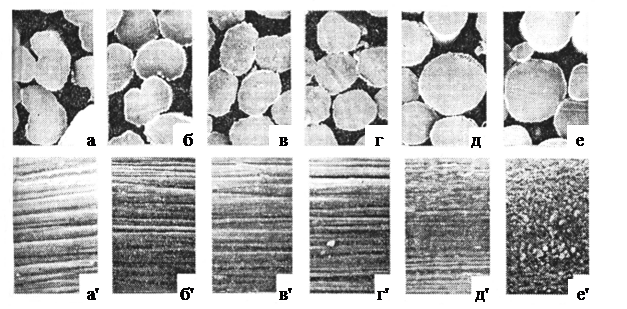 При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) [8].
При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) [8].
Рис.6. Электронно-микроскопические снимки формы поперечного сечения (а–е) при увеличении в 2500 раз и морфологии поверхности (а’–е’) при увеличении в 10000 ПАН волокон, сформованных в осадительную ванну с различным содержанием ДМФА (в %: а, а’ – 45; б, б’ – 63; в, в’ – 70; г, г’ – 75; д, д’ – 82; е, е’ – 85)
Чем скорее растворитель смешивается с осадительной ванной, тем жестче условия формования волокна. Макромолекулы сополимера или их ассоциаты, находящиеся в прядильном растворе в лабильном равновесии с растворителем, при его удалении теряют подвижность и образуют тем более жесткую и малоподвижную структурную сетку, чем больше скорость удаления растворителя. В результате меняется форма прядильной струйки фильеры и, как следствие, нарушается стабильность формования волокна [5].
Проблема потери устойчивости процесса формования, известная в литературе под названием резонанса вытягивания, тесно связана с проблемами нестабильности диаметра получаемых волокон и формуемостью растворов и расплавов полимеров. Имеется достаточно большое число работ советских и зарубежных авторов (в основном теоретического характера), посвященных устойчивости формования расплавов полимеров. Применительно к растворам полимеров этой проблеме уделялось существенно меньше внимания [9,10].
При визуальном наблюдении процесса формования струи раствора ПАН в ДМФА установлено, что существует три области (рис.7), соответствующие различным условиям формования. Область I соответствует устойчивому формованию, область II - резонансу вытягивания, область III - неформуемости струи. Кривая I является границей устойчивости, в областях II и III развивается резонанс, который по мере увеличения амплитуды колебаний диаметра струи наряду с другими причинами приводит к обрыву струи (кривая 2 на рис.7 есть граница обрыва струи, но не граница исчезновения резонанса).
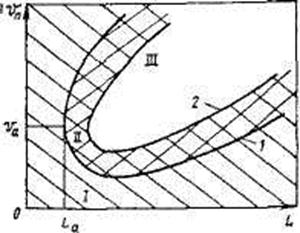
Рис.7. Области устойчивого и неустойчивого формования растворов ПАН в ДМФА: I - область устойчивости; II - область наблюдаемого резонанса; III - область неформуемости: 1 - граница устойчивости: 2 - граница формуемости
Анализ экспериментальных данных позволяет отметить следующие особенности резонанса вытягивания струи при формовании растворов ПАН в ДМФА:
- критическая кратность растяжения струи (кратность, при которой наблюдается возникновение колебаний) возрастает с увеличением длины струи и уменьшением вязкости раствора;
- амплитуда колебаний диаметра струи уменьшается с увеличением длины струи и уменьшением вязкости раствора;
- частота колебаний диаметра струи уменьшается с увеличением длины струи и вязкости раствора.
Следует отметить, что выделенные закономерности совпадают в качественном отношении с экспериментальными данными, полученными для расплавов полимеров, формуемых в условиях, близких к изотермическим.
Во время осаждения полимера из прядильного раствора изменяется объем системы. Образующийся студень занимает меньший объем, чем исходный раствор. Уменьшение объема, вызываемое десольватацией полимера, сопровождается появлением высоких внутренних напряжений, которые могут привести к образованию внутренних разрывов. В результате студнеобразное волокно представляет собой пористую структуру, с довольно большим объемом пор. Однако после высаживания полимера поры заполнены жидкостью, а растворитель, кроме того, может быть частично связан с полимером. Изменение плотности волокна можно характеризовать изменением объемной концентрации полимера при высаживании его из раствора. Эта величина, названная степенью уплотнения волокна, зависит от целого ряда факторов: вида полимера и растворителя, молекулярного веса полимера, а также от состава и температуры осадительной ванны [6].
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны приведена в табл.1.
Таблица 1
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны
|
Температура, °С |
Растворители | |||
|
диметилформамид |
диметилсульфоксид |
51%-ный раствор NaCNS |
этилкарбонат | |
|
10 |
1,63 |
1,60 |
2,08 |
- |
|
20 |
- |
1,86 |
1,87 |
3,80 |
|
35 |
1,58 |
1,90 |
1,89 |
- |
|
40 |
- |
- |
- |
4,10 |
|
60 |
- |
- |
- |
3,70 |
|
80 |
- |
- |
- |
4,30 |