














|
Отстойники (очистка щелока, получение щелока-сусла) | |
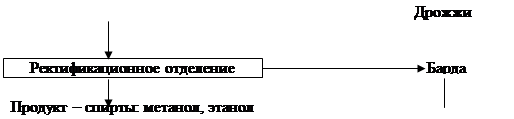
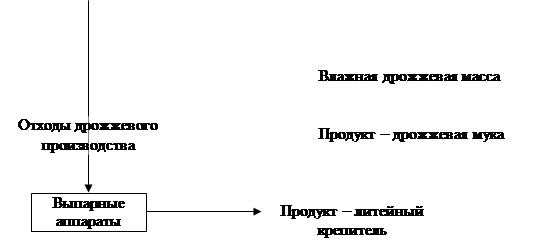
Схема 4. Производство спирта, кормовых дрожжей и крепителя
.
| | | | | | | | | | | |
|  |
|
| | | Теплообменники (охлаждение массы до 30-320С) | |
|
| |  |
|
| | |
| | |
|
|
| |  |
10. Производство твердых древесно-волокнистых плит.
10.1. Приготовление древесной массы.
Для приготовления древесной массы производится размол щепы на волокна в две ступени. Первая ступень размола производится на дефибраторах. В этом случае получается древесноволокнистая масса грубого помола. В массе остаются отдельные пучки волокон, и даже щепочки. При этом методе размола щепа одновременно пропаривается при t° 170-180°С, подвергается обработке паром и разделяется на волокна.
Вторая ступень размола выполняется на рафинаторах, где происходит более полное разделение массы на волокна и ее выравнивание.
10.2. Проклейка древесноволокнистой массы.
Для придания плитам требуемых физико-механических свойств в древесноволокнистую массу вводятся химические добавки: упрочняющие (клей, фенолформальдегидная смола), водоотталкивающие (парафиновая эмульсия, гач), и осадители (серная кислота, сернокислый алюминий). Осадитель нужен для осаждения проклеивающих веществ на волокна. Проклеивание древесноволокнистой массы производится в ящике непрерывной проклейки.
10.3. Формирование древесноволокнистого ковра.
Формирование ковра при мокром способе производства ДВП производится на отливных машинах в результате последовательного проведения следующих операций: истечения массы на формирующую сетку, свободной фильтрации воды через сетку, отсоса воды с помощью вакуумной установки и дополнительного механического отжима с помощью форм-прессов.
10.4. Горячее прессование плит.
Во время прессования влажное древесноволокнистое полотно подвергается большому давлению при высокой температуре и превращается в древесноволокнистую плиту. Это изменение происходит вследствие физических и химических изменений насыщенного влагой древесного волокна.
10.5. Термическая обработка плит.
Для повышения физико-механических свойств плит после прессования, они подвергаются термической обработке (закалке) в специальных закалочных камерах. Закалка плит ведется при температуре 150-170°С в течение 3,5-4 часов.