Производство сталиРефераты >> Металлургия >> Производство стали
Повышение качества стали, обработанной синтетическим шлаком, компенсируют затраты, связанные с выплавкой такого шлака.
Продувка металла в ковше порошкообразными материалами является одним из современных способов повышения качества стали и производительности сталеплавильных агрегатов.
Жидкий металл в потоке инертного газа (аргона) через фурму вводят измельченные десульфураторы и раскислители. В результате такой обработки можно получить металл с содержанием серы и кислорода менее 0,005 % каждого.
Обработка жидкой стали аргоном в ковше является наиболее простым способом повышения качества металла. Аргон вдувают в жидкую сталь через пористые и огнеупорные пробки, которые устанавливают в днище ковша. Аргон не растворяется в жидкой стали, поэтому при продувке металла аргоном в объеме жидкой стали образуется большое количество пузырей, которые интенсивно перемешивают металл и выносят на его поверхность неметаллические включения. Кроме того, водород и азот, растворенные в стали, переходят в пузыри аргона и вместе с ним покидают жидкий металл, т. е. происходит дегазация стали.
Внепечная обработка жидкой стали вакуумом в промышленных масштабах стала применятся сначала 50-х годов.
Наиболее простым способом является вакуумирование стали в ковше. В этом случае ковш с жидким металлом помещают в герметичную камеру, из которой откачивают воздух. При снижении давления в камере металл закипает вследствие бурного выделения из металлов газов. После дегазации металла камеру разгерметизируют, а ковш с вакуумированной отправляют на разливку.
Ковшевое вакуумирование неэффективно при обработке полностью раскисленной стали и больших масс металла. В этом случае вследствие слабого развитии реакции C + O = CO металл кипит вяло. Для улучшении дегазации стали вакуумную обработку металлов в ковше совмещают с продувкой его аргоном и электромагнитным перемешиванием. Обычно дегазацию металла в ковше проводят в течении 10 - 15 мин. Более длительная обработка приводит к значительному снижению температуры металла.
Парционное и циркуляционное вакуумирование стали применяют при дегазации больших масс металла.
При парционном вакуумировании футурованная вакуумная камера не большого объема помещается над ковшом с жидким металлом. Патрубок камеры, футерованный изнутри и снаружи, погружен в жидкий металл. Под действием атмосферного давления порция металла (10 - 15 % от общей массы) поднимается в камеру и дегазируется. При движении ковша вниз или камеры вверх металл вытекает, а при обратном движении вновь поднимается в камеру, для полной дегазации стали необходимо провести от 30 до 60 циклов вакуумной обработки.
При циркуляционном способе вакуумирования стали применяют вакуумную камеру с двумя патрубками. Жидкий металл из ковша поднимается в камеру по одному патрубку, дегазируется и вытекает обратно в ковш по второму патрубку. Происходит непрерывная циркуляция металла через вакуумную камеру. Подъем жидкой стали в камеру происходит за счет эжектирующего действия аргона, который подают во входной патрубок.
Струйное вакуумирование металла применяется в основном при отливке крупных слитков (рис г). этот способ является более совершенным, т. к. устраняется вторичное окисление при разливке вакуумированного металла из ковша в изложницы.
При отливке слитков в вакууме струя металла, переливаемого из ковша а изложницу, установленную в вакуумной камере, разрывается выделяющимися газами на множество мелких капель металла. Поверхность металла резко возрастает, что приводит глубокой дегазации стали. Кроме того, сталь также дегазируется в изложницы.
Последнее время для получения стали с очень низким содержанием углерода обработку металла в вакууме совмещают с продувкой его кислорода или смесью аргона и кислорода.
Производство стали в вакуумных печах.
Применение вакуума при выплавки стали позволяет получать металл практически любого химического состава с низким содержанием газов, неметаллических включений, примесей цветных металлов.
Как уже отмечалось, реакции дегазации и раскисления металла углеродом в вакууме протекают более полно. Кроме того при плавки металла в глубоком вакууме (<10-2 Па) из металла удаляются некоторые неметаллические включения.
Производство стали в вакуумных индукционных печах.
В настоящее время вакуумные индукционные печи делятся на периодические и полунепрерывные. В печах периодического действия после каждой плавки печь открывают для извлечения слитка и загрузки шихты. В печах полунепрерывного действия загрузка шихты, смена изложниц и извлечение слитка проводятся без нарушения вакуума в плавильной камере.
В промышленности применяют печи полунепрерывного действия. Печи периодического действия используют в основном в лабораториях и для фасонного литья. Емкость существующих вакуумных индукционных печей достигает 60 т.
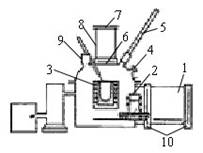
Рисунок 6. Схема вакуумной индукционной печи полунепрерывного действия
Здесь показана схема вакуумной индукционной печи полунепрерывного действия. Печи этого типа имеют три камеры: плавильную (2), загрузочную (8) и камеру изложниц (1). В плавильной камере установлен водоохлаждаемый индикатор с огнеупорным тиглем (3), в котором проводиться плавление шихты. Каркас тигля, выполненный из уголков нержавеющей стали, опирается на цапфы. При сливе металла и чистке тигля последний наклоняется с помощью механического или гидравлического привода. Камера изложниц и загрузочная камера сообщаются с плавильной камерой через вакуумные затворы (6 и 10), которые позволяют загружать шихту в печь и выгружать слиток без нарушения вакуума в плавильной камере. Присадка легирующих и раскислителей осуществляется через дозатор (9), установленный на крышке печи (7). Для контроля процесса плавки печь снабжена гляделкой (4) и термопарой (5).
Технология выплавки металла в вакуумной индукционной печи полунепрерывного действия определяется маркой выплавляемой стали и качеством шихтовых материалов. Для плавки применяют шихтовые материалы, очищенные от масла и влаги. Для легирования используют ферросплавы и чистые металлы. Перед загрузкой шихту предварительно прокаливают. После загрузки печи включают ток и расплавление шихты ведут на максимальной мощности. При появлении первых порций жидкого металла и при наличии в шихте углерода в печь напускают аргон до давления 1,3 • 104 Па для предотвращения выплесков жидкого металла в следствие бурного протекания реакции [C] + [O] = COгаз. После полного расплавления шихты металл рафинируют при давлении 1,3 - 0,13 Па от водорода, азота, кислорода и примесей цветных металлов. Раскисление стали происходит в основном по реакции [C] + [O] = COгаз, равновесие которой при низких давлениях сдвигается вправо. В период рафинировки осуществляют также легирование металла. В первую очередь присаживают хром и ванадий, потом титан. Перед разливкой в металл вводят алюминий, редкоземельные металлы, кальций и магний. Для получения плотного слитка разливку проводят обычно в атмосфере аргона.