Переработка полимеров
1 — первичная ось; 2 — вторичная ось; 3 — деталь разъемной формы; 4 — полости формы; 5 — кожух зубчатой передачи; б—к мотору
После достижения требуемой толщины стенок избыток пластизоля удаляется для проведения повторного цикла. Для окончательной гомогенизации смеси частиц поливинилхлорида с пластификатором гелеобразный продукт внутри формы нагревают. Конечный продукт вынимают из формы после его охлаждения струёй воды. Метод ротационного литья с использованием жидкого материала известен как метод "формования полых изделий заливкой и вращением формы".
ЛИТЬЕ ПОД ДАВЛЕНИЕМ. Наиболее удобным процессом для производства изделий из термопластичных полимеров является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом процессе достаточно высока, его несомненным достоинством является высокая производительность. В этом процессе дозированное количество расплавленного термопластичного полимера впрыскивается под давлением в сравнительно холодную пресс-форму, где и происходит его затвердевание в виде конечного продукта.
Аппарат для литья под давлением изображен на рис.6. Процесс состоит из подачи компаундированного пластического материала в виде гранул, таблеток или порошка из бункера через определенные промежутки времени в нагретый горизонтальный цилиндр, где и происходит его размягчение. Гидравлический поршень обеспечивает давление, необходимое для того, чтобы протолкнуть расплавленный материал по цилиндру в форму, расположенную на его конце. При движении полимерной массы вдоль горячей зоны цилиндра устройство, называемое "торпедой", способствует однородному распределению пластического материала по внутренним стенкам горячего цилиндра, обеспечивая таким образом равномерное распределение тепла по всему объему. Затем расплавленный пластический материал впрыскивают через литьевое отверстие в гнездо пресс-формы.
В простейшем виде пресс-форма представляет собой систему из двух частей: одна из частей движущаяся, другая — стационарная (см. рис.6). Стационарная часть пресс-формы фиксируется на конце цилиндра, а подвижная снимается и надевается на нее.
При помощи специального механического устройства пресс-форма плотно закрывается, и в это время происходит вспрыскивание расплавленного пластического материала под давлением 1500 кг/см![]() . Закрывающее механическое устройство должно быть сделано таким образом, чтобы выдерживать высокие рабочие давления. Равномерное течение расплавленного материала во внутренних областях пресс-формы обеспечивается ее предварительным нагревом до определенной температуры. Обычно эта температура несколько ниже температуры размягчения прессуемого пластического материала. После заполнения формы расплавленным полимером ее охлаждают циркулирующей холодной водой, а затем открывают для извлечения готового изделия. Весь этот цикл может быть повторен многократно как в ручном, так и в автоматическом режиме.
. Закрывающее механическое устройство должно быть сделано таким образом, чтобы выдерживать высокие рабочие давления. Равномерное течение расплавленного материала во внутренних областях пресс-формы обеспечивается ее предварительным нагревом до определенной температуры. Обычно эта температура несколько ниже температуры размягчения прессуемого пластического материала. После заполнения формы расплавленным полимером ее охлаждают циркулирующей холодной водой, а затем открывают для извлечения готового изделия. Весь этот цикл может быть повторен многократно как в ручном, так и в автоматическом режиме.
ОТЛИВКА ПЛЕНОК. Метод отливки используют также и для производства полимерных пленок. В этом случае раствор полимера соответствующей концентрации постепенно выливают на движущийся с постоянной скоростью металлический пояс (рис.4), на поверхности которого и происходит образование непрерывного слоя полимерного раствора.
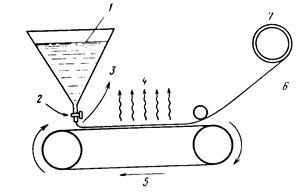
Рис.4. Схема процесса отливки пленок
/ — раствор полимера; 2 — распределительный клапан; 3 — раствор полимера растекается с образованием пленки; 4 — растворитель испаряется; 5 — бесконечный металлический пояс; 6 — непрерывная полимерная пленка; 7 — сматывающая катушка
При испарении растворителя в контролируемом режиме на поверхности металлического пояса происходит образование тонкой полимерной пленки. После этого пленка снимается простым отслаиванием. Этим способом получают большинство промышленных целлофановых листов и фотографических пленок.
2.5 ПРЯМОЕ ПРЕССОВАНИЕ
Метод прямого прессования широко используется для производства изделий из термореактивных материалов. На рис.5 представлена типичная пресс-форма, используемая для прямого прессования. Форма состоит из двух частей — верхней и нижней или из пуансона (позитивная форма) и матрицы (негативная форма). В нижней части пресс-формы имеется выемка, а в верхней — выступ. Зазор между выступом верхней части и выемкой нижней части в закрытой пресс-форме и определяет конечный вид прессуемого изделия.
В процессе прямого прессования термореактивный материал подвергается однократному воздействию температуры и давления. Применение гидравлического пресса с нагреваемыми пластинами позволяет получить желаемый результат.
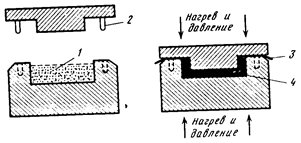
Рис.5. Схематическое изображение пресс-формы, используемой в процессе прямого формования
1 — полость формы, наполненная термореактивным материалом; 2 — направляющие шипы; 3 — заусенец; 4 - сформованное изделие
Температура и давление при прессовании могут достигать 200 °С и 70 кг/см2 соответственно. Рабочие температура и давление определяются реологическими, термическими и другими свойствами прессуемого пластического материала. Выемка пресс-формы полностью заполняется полимерным компаундом. Когда под давлением пресс-форма закрывается, материал внутри нее сдавливается и прессуется в требуемую форму. Избыточный материал вытесняется из пресс-формы в виде тонкой пленки, которую называют "заусенец". Под действием температуры прессуемая масса отвердевает. Для освобождения конечного продукта из пресс-формы охлаждения не требуется.
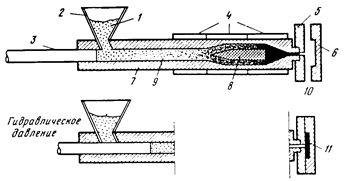
Рис 6. Схематическое изображение процесса литья под давлением
1 — компаундированный пластический материал; 2 — загрузочная воронка; 3 — поршень; 4 — электрический нагревательный элемент; 5 — стационарная часть формы;
6 — подвижная часть формы; 7 — основной цилиндр; 8 - торпеда; 9 - размягченный пластический материал; 10 — пресс-форма; 11 - изделие, сформованное методом литья под давлением
2.6 ФОРМОВАНИЕ
ПНЕВМОФОРМОВАНИЕ. Большое количество полых пластических изделий производят методом пневмоформования: канистры, мягкие бутылки для напитков и пр. Пневмоформованию могут быть подвергнуты следующие термопластичные материалы: полиэтилен, поликарбонат, поливинилхлорид, полистирол, найлон, полипропилен, акрилы, акрилонитрил, акрилонитрил-бутадиенсти-рольнын полимер, однако по ежегодному потреблению первое место занимает полиэтилен высокой плотности.
Пневмоформование ведет свое происхождение от стеклодувной промышленности. Схема этого процесса дана на рис.7.
Горячую размягченную термопластичную трубку, называемую "заготовкой", помещают внутрь полой формы, состоящей из двух частей. Когда форма закрыта, обе ее половины зажимают один конец заготовки и иглу для подачи воздуха, расположенную на другом конце трубки.