Переработка полимеров
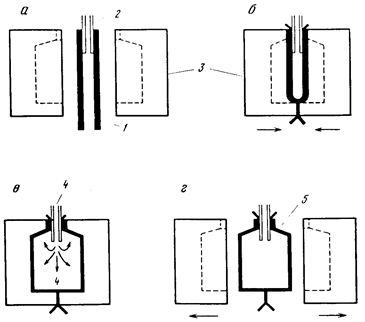
Рис.7. Схематическая диаграмма, объясняющая стадии процесса пневмоформования
а — заготовка, помещенная в открытую пресс-форму; б — закрытая пресс-форма;
в — вдувание воздуха в пресс-форму; г — открывание пресс-формы. 1— заготовка;
2 - игла для подачи воздуха; 3 - пресс-форма; 4 - воздух; 5 - изделие, изготовленное методом пневмоформования
Под действием давления, подаваемого из компрессора через иглу, горячая заготовка раздувается как шар до плотного соприкосновения с относительно холодной внутренней поверхностью формы. Затем форму охлаждают, открывают и вынимают готовое твердое термопластичное изделие.
Заготовка для пневмоформования может быть получена методом литья под давлением или экструзии, и в зависимости от этого метод называют соответственно литьем под давлением с раздувкой или пневмоформованием с экструзией.
ФОРМОВАНИЕ ЛИСТОВЫХ ТЕРМОПЛАСТОВ. Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из пластиков. Этим методом из листов акрилонитрилбутадиенстирола получают даже такие крупные изделия, как корпуса подводных лодок.
Схема этого Процесса такова. Термопластичный лист нагревают до температуры его размягчения. Затем пуансон впрессовывает горячий гибкий лист в матрицу металлической пресс-формы (рис.9), при этом лист принимает определенную форму. При охлаждении сформованное изделие затвердевает и извлекается из пресс-формы.
В модифицированном методе под действием вакуума горячий лист засасывается в полость матрицы и принимает требуемую форму (рис.10). Этот метод называется методом вакуумного формования.
2.7 ЭКСТРУЗИЯ
Экструзия является одним из самых дешевых методов производства широко распространенных пластических изделий, таких, как пленки, волокна, трубы, листы, стержни, шланги и ремни, причем профиль этих изделий задается формой выхлопного отверстия головки экструдера. Расплавленный пластик при определенных условиях выдавливают через выходное отверстие головки экструдера, что и придает желаемый профиль экструдату. Схема простейшей экструзионной машины показана на рис.8. 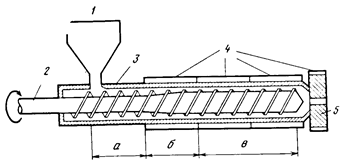
Рис 8. Схематическое изображение простейшей экструзионной машины
1 — загрузочная воронка; 2 - шнек; 3 - основной цилиндр; 4 — нагревательные элементы; 5 — выходное отверстие головки экструдера, а — зона загрузки; б — зона сжатия; в ~ зона гомогенизации
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации (в) (см. рис 9).
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания.
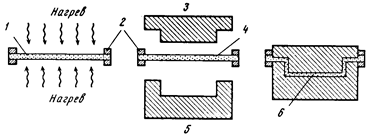
Рис. 9. Схема процесса формования листовых термопластов
1 — лист термопластического материала; 2 — зажим; 3 — пуансон; 4 — размягченный нагревом лист; 5 — матрица; 6 — изделие, полученное методом формования листовых термопдастов
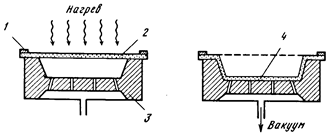
Рис.10. Схема процесса вакуумного формования термопластов
1 — зажим; 2 — лист термопласта; 3 — пресс-форма; 4 — изделие, полученное методом вакуумного формования термопластов
В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает ее. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека.
Под действием давления, создаваемого в этой части экструдера, расплав полимера подается на выходное отверстие головки экструдера и выходит из него с желаемым профилем. Из-за высокой вязкости некоторых полимеров иногда требуется наличие еще одной зоны, называемой рабочей, где полимер подвергается воздействию высоких сдвиговых нагрузок для повышения эффективности смешения. Экструдированный материал требуемого профиля выходит из экструдера в сильно нагретом состоянии (его температура составляет от 125 до 350°С), и для сохранения формы требуется его быстрое охлаждение. Экструдат поступает на конвейерную ленту, проходящую через чан с холодной водой, и затвердевает. Для охлаждения экструдата также применяют обдувку холодным воздухом и орошение холодной водой. Сформованный продукт в дальнейшем или разрезается или сматывается в катушки.
Процесс экструзии используют также для покрытия проволок и кабелей поливинилхлоридом или каучуком, а стержнеобразных металлических прутьев — подходящими термопластичными материалами.
2.8 ВСПЕНИВАНИЕ
Вспенивание является простым методом получения пено- и губкообразных материалов. Особые свойства этого класса материалов — амортизирующая способность, легкий вес, низкая теплопроводность - делают их весьма привлекательными для использования в различных целях. Обычными вспенивающимися полимерами являются полиуретаны, полистирол, полиэтилен, полипропилен, силиконы, эпоксиды, ПВХ и пр. Вспененная структура состоит из изолированных (закрытых) или взаимопроникающих (открытых) пустот. В первом случае, когда пустоты закрыты, они могут заключать в себе газы. Оба тина структур схематически представлены на рис.11.
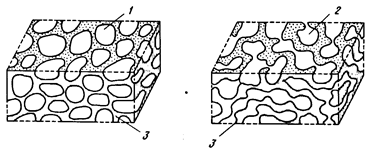
Рис.11. Схематическое изображение ячеистых структур открытого и закрытого типов, образующихся в процессе вспенивания
1- дискретные (закрытые) ячейки; 2 — взаимопроникающие (открытые) ячейки;
3 — стенки ячеек
Существует несколько методов для производства вспененных или ячеистых пластиков. Один из них заключается в том, что через расплавленный компаунд продувают воздух или азот до его полного вспенивания. Процесс вспенивания облегчается при добавлении поверхностно-активных агентов. По достижении требуемой степени вспенивания матрицу охлаждают до комнатной температуры. В этом случае термопластичный материал затвердевает во вспененном состоянии. Термореактивные жидкие форполимеры могут быть вспенены в холодном состоянии, а затем нагреты до полного их отвердения. Обычно вспенивание достигается добавлением в полимерную массу пено- или газообразователей. Такими агентами являются низкомолекулярные растворители или определенные химические соединения. Процесс кипения таких растворителей, как н-пентан и н-гексан, при температурах отвердения полимерных материалов сопровождается интенсивным процессом парообразования. С другой стороны, некоторые химические соединения при этих температурах могут разлагаться с выделением инертных газов. Так, азо-бис-изобутиронитрил термически разлагается, освобождая при этом большой объем азота ![]() , выделяющийся в полимерную матрицу в результате протекания реакции между изоцианатом и водой, также используется для производства вспененных материалов, например пены полиуретана:
, выделяющийся в полимерную матрицу в результате протекания реакции между изоцианатом и водой, также используется для производства вспененных материалов, например пены полиуретана: