Увеличение степени защиты стали от коррозии в нейтральных и кислых средах
При введении меньшего количества ингибитора не достигается высокого значения степени защиты, введение ингибитора в большем количестве не ведет к увеличению степени защиты (таблица 1.2).
Таблица 1.2 – Эффективность применения борат метилфосфита в качестве ингибитора коррозии в нейтральных средах.
|
Количество ингибитора, мг/л |
Скорость коррозии |
Защитный эффект, % | |
|
мм/год |
г/(м2·час) | ||
|
прототип |
– |
– |
93 |
|
без ингибитора |
0,941 |
0,838 |
– |
|
200 |
0,025 |
0,022 |
97,3 |
|
250 |
0 |
0 |
100 |
Испытания по использования данного ингибитора в кислотных средах не проводились. Но согласно [9, 23] в качестве ингибитора коррозии в солянокислых средах применяются органические фосфатные эфиры общей формулы: [RX(CmHemO)n]kPO(OH)3-k, где R – алкил С4-С16, Х – карбоксил, кислород или вторичный амин, m = 2–4, n =1–20, k =1–2.
1.8 Методы определения скорости коррозии
Согласно ГОСТ 5272-68, 9020-74, 17332-71 и литературным сведениям процесс коррозии металлических материалов оценивают с учетом следующих количественных показателей (или методов):
1. Средняя скорость коррозии (коррозионные потери единицы поверхности металла в единицу времени):
 (1.18)
(1.18)
где m0, m1 m2 – масса образца соответственно исходного, после коррозионного испытания и с продуктами коррозии; S0 – площадь, м2; τ – время, ч.
По величине средней скорости коррозии находят балл, характеристику устойчивости металла и коррозионную активность среды. Используя этот метод, не представляется возможным сравнить между собой коррозионную стойкость металлов, сталей и сплавов с различной плотностью.
2. глубинный показатель коррозии П (т.е. глубину коррозионного разрушения металла в единицу времени) учитывает плотность материала и выражается уравнением
![]() (1.19)
(1.19)
где ρ – плотность материала г/см3; ![]() средняя скорость коррозии, г/(м2·ч).
средняя скорость коррозии, г/(м2·ч).
3. Механический показатель коррозии – изменение какого-либо показателя механических свойств металла, %:
 (1.20)
(1.20)
где ![]() предел прочности; Р0 – разрушающая нагрузка до коррозии; S0 начальная площадь сечения образца;
предел прочности; Р0 – разрушающая нагрузка до коррозии; S0 начальная площадь сечения образца; ![]() предел прочности металла после коррозии; Р1 разрушающая нагрузка после коррозионного испытания в течение τ, ч.
предел прочности металла после коррозии; Р1 разрушающая нагрузка после коррозионного испытания в течение τ, ч.
4. Измерение электрического сопротивления образца:
 (1.21)
(1.21)
где R0 и R1 – электрическое сопротивление образца соответственно до коррозии и после коррозионного испытания в течение τ, ч.
5. Объемный показатель коррозии (объем поглощенного или выделившегося в процессе коррозии металла газа, приведенный к нормальным условиям и отнесенный к единице поверхности металла и к единице времени):
 (1.22)
(1.22)
где ![]() – объем выделившегося (поглощенного) газа, см3,
– объем выделившегося (поглощенного) газа, см3, ![]() – парциальное давление паров воды.
– парциальное давление паров воды.
6. Глубина межкристаллитной коррозии оценивается как по изменению электрического сопротивления, так и прочностного показателя. В частности, для тонколистового металла и проволоки степень поражения поперечного сечения образца межкристаллитной коррозии рассчитывается по уравнению
 (1.23)
(1.23)
где S2 – площадь поперечного сечения металла, пораженного межкристаллитной коррозией; S1 – его площадь до коррозии; ρ2 – удельное электрическое сопротивление металла, пораженного коррозией; ρ – удельное электрическое сопротивление образца после коррозии; ρ1 – удельное электрическое сопротивление слоя, не пораженного коррозией металла.
7. Метод идеальных поляризационных кривых нашел применение при изучении процесса коррозии в водных электролитах (в последнее время и в расплавах солей).
В указанных средах анодная и катодная поляризация проявляются при плотностях тока, превышающих коррозионный ток (ток саморастворения) изучаемого металла. Определяя на опыте (см. рисунок 1.6) анодную и катодную поляризации металла в зависимости от плотности тока, можно по пересечению прямолинейных участков идеальных поляризационных (А и К) кривых найти imax – плотность максимального коррозионного тока
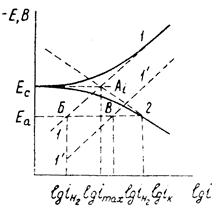
Рисунок 1.6 – Определение максимального коррозионного тока.
и далее по закону Фарадея рассчитать убыль массы образца:
 (1.24)
(1.24)
где τ – время, (когда коррозия принимает примерно постоянное значение через промежуток времени г); А – атомная масса; n – степень окисления катионов; η – выход металла по току [31].
1.9 Датчики скорости коррозии
Надежность технологического оборудования наряду с эффективной противокоррозионной защитой определяется и наличием системы диагностики процессов коррозии и параметров средств защиты.
Результаты многолетних исследований технологического оборудования с использованием устройств Лайналог (США), фирмы Хагенук (Германия), Сервейер (Англия) и других фирм, показали, что для диагностики, прогнозирования коррозии и защиты требуется оснащение трубопроводов и другого оборудования, системами способными охватить весь спектр контролируемых параметров, создать систему мониторинга и систему телеконтроля средств катодной защиты, оснащенную датчиками контроля тока, напряжения, поляризационного потенциала, скорости коррозии, образование трещин, состояния изоляционного покрытия, температуры тела трубы, удельное сопротивление грунта и т. д.
Таким образом основные причины организации систем диагностического мониторинга следующие:
отсутствие доступа и затрудненный доступ к объекту;
высокие скорости роста эксплуатационных дефектов в конструкции;
катастрофические последствия от разрушения объекта.