Оборудование для отделки трубРефераты >> Металлургия >> Оборудование для отделки труб
ОБОРУДОВАНИЕ ДЛЯ ЗАГРУЗКИ, ВЫГРУЗКИ И ТРАНСПОРТИРОВКИ ЗАГОТОВОК И ТРУБ
Оборудование для загрузки и выгрузки труб
Для загрузки заготовок и труб в печи и вытаскивания их из, печи применяется следующее оборудование: конвейеры, радиальные рычаги, вталкиватели и выталкиватели различных конструкций, напольно-загрузочные машины.
Кинематическая схема конвейера для подъема заготовок или труб на загрузочную площадку методической нагревательной печи показана на рисунке.
Конвейер приводится в движение от отдельного электродвигателя 1 через червячные редукторы 2. Конвейер состоит из бесконечной 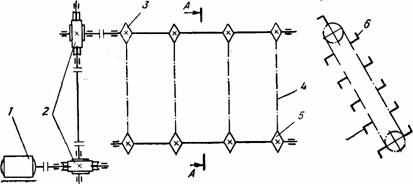 цепи 4 с захватами 6. Сложенные у конвейера заготовки захватываются по одной захватами 6 конвейера и подаются на загрузочную площадку печи, по которой скатываются в печь. Иногда загрузка заготовки в печь осуществляется при помощи радиальных рычагов, приводимых в движение гидравлическим цилиндром. Такие рычаги своими концами поднимают заготовку на загрузочную площадку по закругленной поверхности ее и скатывают заготовку в печь.
цепи 4 с захватами 6. Сложенные у конвейера заготовки захватываются по одной захватами 6 конвейера и подаются на загрузочную площадку печи, по которой скатываются в печь. Иногда загрузка заготовки в печь осуществляется при помощи радиальных рычагов, приводимых в движение гидравлическим цилиндром. Такие рычаги своими концами поднимают заготовку на загрузочную площадку по закругленной поверхности ее и скатывают заготовку в печь.
Загрузка труб в печи и выгрузка заготовок и труб из печей осуществляются вталкивателями и выталкивателями различной конструкции, приводящимися в движение от электродвигателя или пневматического или гидравлического цилиндров.
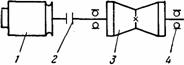
 Наиболее экономичными по расходу электроэнергии и практически простыми и удобными являются широко распространенные фрикционные вталкиватели и выталкиватели. Фрикционный вталкиватель и выталкиватель схематически изображены на рисунке. Выталкиватель состоит из клети с приводным нижним 4 и верхним нажимным 3 роликами и длинной штанги в виде трубы. Нижний ролик получает вращение от реверсивного электродвигателя 5 переменного тока мощностью 10 кВт с n-1000 об/мин. Верхний ролик прижимает круглую штангу к нижнему ролику при помощи пневматического цилиндра или буферной пружины. Зажатая между роликами штанга вращением нижнего ролика движется вперед или назад. Это устройство будет вталкивателем, когда оно служит для вталкивания (например, труб в печь), и выталкивателем, когда оно предназначено для выталкивания из печи заготовок или труб. Штанга / для предупреждения провисания при своем движении опирается на ряд поддерживающих роликов 2.
Наиболее экономичными по расходу электроэнергии и практически простыми и удобными являются широко распространенные фрикционные вталкиватели и выталкиватели. Фрикционный вталкиватель и выталкиватель схематически изображены на рисунке. Выталкиватель состоит из клети с приводным нижним 4 и верхним нажимным 3 роликами и длинной штанги в виде трубы. Нижний ролик получает вращение от реверсивного электродвигателя 5 переменного тока мощностью 10 кВт с n-1000 об/мин. Верхний ролик прижимает круглую штангу к нижнему ролику при помощи пневматического цилиндра или буферной пружины. Зажатая между роликами штанга вращением нижнего ролика движется вперед или назад. Это устройство будет вталкивателем, когда оно служит для вталкивания (например, труб в печь), и выталкивателем, когда оно предназначено для выталкивания из печи заготовок или труб. Штанга / для предупреждения провисания при своем движении опирается на ряд поддерживающих роликов 2.
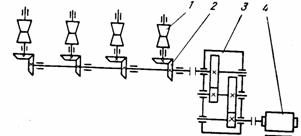
Для загрузки пакетов труб в термические печи применяется напольная загрузочная машина, показанная на рис. 196 Машина эта двойная. Она может перемещаться вдоль фронта термических печей по рельсам и обслуживать несколько печей. На основной раме 1 машины установлены два цепных транспортера. Каждый транспортер состоит из бесконечной цепи 4, приводимой в движение от реверсивного электродвигателя 5 и связанной с цепью 4 верхней тележки 2 с подъемной рамой 3.
 Загрузочная машина работает следующим образом. Подлежащие термообработке пакеты труб собираются на специальном стеллаже рядом с печами. Загрузочная машина подъезжает к набранному для термообработки пакету труб, подводит под него одну из верхних тележек с электродвигателем и приподнимает находящуюся на ней раму. Вместе с рамой приподнимается набранный пакет труб. Затем верхняя тележка с пакетом труб накатывается транспортером на загрузочную машину, которая после этого передвигается к
Загрузочная машина работает следующим образом. Подлежащие термообработке пакеты труб собираются на специальном стеллаже рядом с печами. Загрузочная машина подъезжает к набранному для термообработки пакету труб, подводит под него одну из верхних тележек с электродвигателем и приподнимает находящуюся на ней раму. Вместе с рамой приподнимается набранный пакет труб. Затем верхняя тележка с пакетом труб накатывается транспортером на загрузочную машину, которая после этого передвигается к
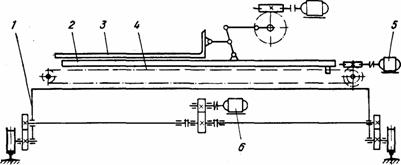
Загрузочная тележка:
/ — рама тележки; 2 — верхняя тележка; 3 — подъемная рама; 4 — цепь; 5 — электродвигатель для передвижения верхней тележки с подъемной рабой; 6 — электродвигатель для передвижения загрузочной тележки
соответствующей печи. Здесь машина останавливается так, чтобы вторая верхняя свободная тележка находилась против загрузочного окна печи. После поднятия крышки, печи вторая верхняя тележка подается в печь под находящийся там, подвергшийся уже термообработке, пакет труб. После подъема на этой тележке рамы и захвата при этом горячего пакета труб тележка с пакетом выдвигается из печи. Затем загрузочная машина передвигается вдоль фронта печи так, чтобы первая тележка с пакетом холодных труб оказалась против открытого окна печи. Вслед за этим первая верхняя тележка вводится в печь и на ней опускается рама с пакетом труб, который ложится на стеллаж. Тележка с рамой выводится из печи, в которой остается пакет труб. Загрузочная машина передвигается к стеллажу для укладки на нем горячего пакета труб для остывания.
Такие машины удобны в эксплуатации и позволяют весьма быстро осуществлять загрузку в печь и выгрузку из нее пакетов труб.
Рольганги
Рольганги являются распространенным и очень важным средством |для транспортировки труб в трубных цехах. Наличие рольгангов способствует повышению производительности трубных цехов и надежности внутрицеховой транспортировки труб.
Рольганги изготовляются различных конструкций, они могут быть холостые и приводные. Холостые рольганги состоят из отдельных свободновращающихся в подшипниках роликов, установленных на отдельных стойках или на общей определенной длины раме. Длина рамы выбирается по конструктивным соображениям и зависит от длины изготовляемых труб и общего расположения оборудования в цехе.
Приводные рольганги могут быть с групповым приводом роликов и с индивидуальным приводом каждого ролика.
Рольганги изготовляются также стационарными с неподвижной осью вращения роликов или подъемными с поднимающимися и опускающимися роликами.
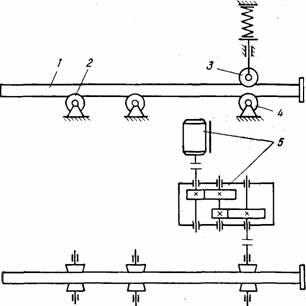
 Общий вид ролика с индивидуальным приводом показан на рисунке. Для привода ролика установлен фланцевый электродвигатель /. Вращение от электродвигателя / к ролику 3 может передаваться через какую-то промежуточную шестеренную передачу или непосредственно через муфту 2. Ось ролика 3 устанавливают обычно на подшипниках качения 4.
Общий вид ролика с индивидуальным приводом показан на рисунке. Для привода ролика установлен фланцевый электродвигатель /. Вращение от электродвигателя / к ролику 3 может передаваться через какую-то промежуточную шестеренную передачу или непосредственно через муфту 2. Ось ролика 3 устанавливают обычно на подшипниках качения 4.
В зависимости от назначения рольгангов ролики могут быть реверсивными и нереверсивными.
Диаметр ролика и размер канавки в нем выбирают в зависимости от максимального диаметра труб, которые должны транспортироваться данным рольгангом.
Рольганг с групповым приводом с зубчатой передачей показан на рисунке.
Ролики / рольганга устанавливаются на одной общей раме и получают вращение от электродвигателя 4 через цилиндрический редуктор 3 и конические пары 2, которые получают вращение от редуктора через один или несколько трансмиссионных валов.
Рольганг с групповым приводом с цепной передачей показан на рисунке.
В этом случае ролики 3 рольганга получают вращение от электродвигателя 1 через червячный редуктор, приводную звездочку 2 и бесконечную цепь 4. Каждый из роликов 3 на конце оси имеет звездочку, входящую в зацепление с бесконечной цепью. Для натяжения бесконечной цепи 4 устанавливают натяжную звездочку 5. Кроме того, для лучшего направления движения бесконечной цепи 4 и меньшего ее провисания она движется по специальным направляющим, установленным в желобке.
 |