Оборудование для отделки трубРефераты >> Металлургия >> Оборудование для отделки труб
Устройство дисковой пилы несколько аналогично устройству пил трения. Режущий диск имеет небольшой диаметр (200—250 мм). Режущая кромка диска заострена или имеет зубья (зубчатые пилы). При разрезке заостренная кромка диска (у дисковой пилы) вдавливается в металл трубы и разрезает его.
Зубчатая пила режет трубу зубьями, расположенными по окружности диска.
Трубы при резке дисковой пилой укладывают на два холостых ролика. Под влиянием трения, возникающего между вращающимся диском и трубой, последняя будет вращаться на роликах, и разрезка стенки, таким образом, будет осуществляться постепенно по всей окружности трубы. При резке зубчатой пилой трубу укладывают на две призмы.
Для подвода трубы к вращающемуся диску и для создания необходимого давления диска на трубу (подачи) нижние поддерживающие холостые ролики при помощи особого рычага, винтового или гидравлического устройства можно поднимать. Иногда подвижным делают сам диск, устанавливая подшипники в специальных направляющих.
Привод дисковой пилы осуществляется от индивидуального электродвигателя.
Преимущества дисковых и зубчатых пил заключаются в том, что они дают относительно ровный рез и оставляют на торце трубы небольшие заусенцы.
Недостатком является то, что диск вращается с малой скоростью, а поэтому производительность таких пил невелика.
Подвижные пилы для резки труб
На станах для непрерывной сварки труб встык, для кислородно-ацетиленовой сварки или после станов ХПТ устанавливают для резки труб подвижные пилы.
Резка труб в этом случае осуществляется в процессе сварки или прокатки трубы.
Кинематическая схема одной из таких пил представлена на рисунке.
Режущим инструментом в этой пиле служат два отрезных резца 12, которым сообщается как вращательное движение вокруг трубы (движение резания), так и радиальное движение к центру трубы (подача). Отрезаемая труба 15 проходит сквозь полый шпиндель 10 пилы и в нужный момент зажимается двумя цангами 11, приводимыми в движение от двухпоршневого гидравлического цилиндра 14. Выходящая из стана труба перемещает всю режущую головку, которая катится по направляющим на бегунках.
|
|
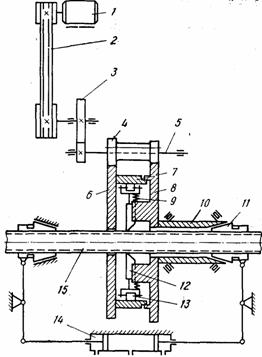
Вращение (движение резания) и радиальное поступательное движение резцов происходят следующим образом. Резцы 12 установлены в двух суппортах. Суппорты с помощью выполненных на них приливов, имеющих форму ласточкиного хвоста, установлены в соответствующих пазах кольца, которое жестко связано с шестерней 8, имеющей 84 зуба. На концах суппортов установлены ролики 13, прижимаемые пружинами 9 к профилированному кольцу 7.
Профилированное кольцо жестко связано с шестерней 6, имеющей 80 зубьев. Шестерни 6 и 8 находятся в зацеплении с блоком шестерен 4, который установлен на шлицевом. валу 5, приводимом во вращение через зубчатую передачу 3 и клиноременную передачу 2 от электродвигателя.
Вследствие разного числа зубьев на шестернях 6 и 8 шестерня 6 и связанное с ней профилированное кольцо вращаются с одной скоростью, а шестерня 8 и связанное с ней кольцо, несущее суппорты с резцами 12, вращается с другой скоростью, немного большей.
Таким образом, профилированное кольцо и суппорты вращаются в одну сторону с разными числами оборотов, что приводит к относительному смещению профилированного кольца по отношению к суппортам.
Профилированное кольцо выполнено таким образом, что его радиусы на двух дугах, соответствующих центральным углам 170°, постепенно уменьшаются, а на дугах, соответствующих центральным углам 10°, вновь возрастают. Перемещение профилированного кольца относительно суппортов обеспечивает радиальное движение (подачу) суппортов с резцами.
Специальное построение профиля кольца (закон изменения величины его радиусов) обеспечивает быстрый подход резцов к отрезаемой трубе, уменьшение подачи по мере врезания в трубу для обеспечения чистого реза без заусениц на внутренней поверхности трубы и быстрый отвод резцов по окончании реза в исходное положение. Окончание цикла резания фиксируется командоаппаратом, и пила останавливается в тот момент, когда резцы максимально разведены. Передаточное число к командоаппарату подобрано таким образом, что его вал за один цикл резания поворачивается строго на 360°.
В исходном положении пила расположена у выходной стороны стана, цанговые зажимы открыты. Выходящая из стана труба проходит через шпиндель головки и нажимает на флажковый выключатель, расположенный на столе выдачи. Включение флажкового выключателя дает импульс на движение вперед цилиндра возврата головки и зажатие цангового зажима. Зажим трубы фиксируется конечным выключателем, дающим импульс на включение электродвигателя.
Начинается резание. В процессе резания выходящая из стана труба перемещает головку по направляющим.
По окончании реза электродвигатель отключается командоаппаратом. Командоаппарат дает импульс на отжатие цанговых зажимов, после чего пила возвращается в исходное положение цилиндром возврата.
Трубоподрезные станки
Трубоподрезные станки предназначаются для подрезки торца, снятия с наружной поверхности торца трубы фаски, а с внутренней заусенцы. Некоторые станки снабжаются мощной вентиляционной установкой с соответствующими очистителями воздуха для внутренней продувки труб.
 При обработке труба в этих станах закрепляется неподвижно, а подрезка ведется многорезцовыми головками.
При обработке труба в этих станах закрепляется неподвижно, а подрезка ведется многорезцовыми головками.
Наиболее производительны барабанные Трубоподрезные станки, применяемые в автоматических линиях отделки труб.
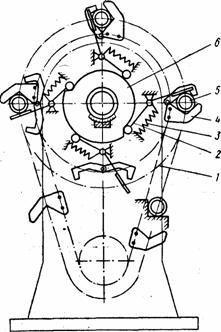
Кинематическая схема поперечного разреза одного из таких станков представлена на рисунке
На автоматических подрезных станках для труб диаметром 10—76 мм обработку осуществляют при непрерывном движении барабана 1 с закрепленными в нем трубами 5.
По окружности барабана располагаются захваты 4. Последовательный захват очередной трубы, ее зажим, а после окончания обработки разжим происходят за счет кулачка 6, установленного на барабане /. Профиль кулачка рассчитан таким образом, что захват, установленный со стороны загрузки станка, захватывает очередную трубу, а затем ее зажимает, в это время захват, установленный со стороны выгрузки, разжимается и сбрасывает уже обработанную трубу на стеллаж, который передает трубу на следующую операцию.
Для обработки торца трубы на станке установлен постоянно вращающийся барабан, несущий четыре шпинделя с резцовыми головками, которые работают одновременно. При этом в одно и то же время один из шпинделей только надвигается на обрабатываемую трубу, второй — ведет обработку трубы, третий отходит от уже обработанной трубы, четвертый совершает холостой ход. Трубы подаются к станку по наклонному стеллажу и далее коническими роликами до упора, который фиксирует торец трубы на определенном расстоянии от торца инструментальной головки. Трубоподрезные и трубонарезные станки барабанного типа отличаются один от другого лишь по виду режущего инструмента и копира подачи.