Порошковая металлургияРефераты >> Металлургия >> Порошковая металлургия
Микротвердость порошковой частицы характеризует ее способность к деформированию. Способность к деформированию в значительной степени зависит от содержания примесей в порошковой частице и дефектов кристаллической решетки. Для измерения микротвердости в шлифованную поверхность частицы вдавливают алмазную пирамиду с углом при вершине 136 под действием нагрузки порядка 0,5 . 200г. Измерение выполняют на приборах для измерения микротвердости ПМТ-2 и ПМТ-З.
Технологические свойства порошка определяют: насыпная плотность, текучесть, прессуемость и формуемость.
Насыпная плотность - это масса единицы объема порошка при свободном заполнении объема.
Текучесть порошка характеризует скорость заполнения единицы объема и определяется массой порошка высыпавшегося через отверстие заданного диаметра в единицу времени. От текучести порошка зависит скорость заполнения инструмента и производительность при прессовании. Текучесть порошка обычно уменьшается с увеличением удельной поверхности и шероховатости частичек порошка и усложнением их формы. Последнее обстоятельство затрудняет относительное перемещение частиц .
Влажность также значительно уменьшает текучесть порошка.
Прессуемость и формуемость. Под прессуемостью порошка понимают свойство порошка приобретать при прессовании определенную плотность в зависимости от давления, а под формуемостью - свойство порошка сохранять заданную форму, полученную после уплотнения при минимальном давлении. Прессуемость в основном зависит от пластичности частиц порошка, а формуемость - от формы и состояния поверхности частиц. Чем выше насыпная массе порошка, тем хуже, в большинстве случаев, формуемость и лучше прессуемость. Количественно прессуемость определяется плотностью спрессованного брикета, формуемость оценивают качественно, по внешнему виду спрессованного брикета, или количественно - величиной давления, при котором получают неосыпающийся, прочный брикет.
Формование металлических порошков.
Целью формования порошка является придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий. Формование включает следующие операции: отжиг, классификацию, приготовление смеси, дозирование и формование.
Отжиг порошков применяют с целью повышения их пластичности и прессуемости за счет восстановления остаточных окислов и снятия наклепа. Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при температуре 0,4 .0,6 абсолютной температуры плавления металла порошка. Наиболее часто отжигают порошки, полученные механическим измельчением, электролизом и разложением карбонилов.
Классификация порошков - это процесс разделения порошков по величине частиц. Порошки с различной величиной частиц используют для составления смеси, содержащей требуемый процент каждого размера. Классификация частиц размером более 40 мкм производят в проволочных ситах. Если свободный просев затруднен, то применяют протирочные сита. Более мелкие порошки классифицируют на воздушных сепараторах.
Приготовление смесей. В производстве для изготовления изделий используют смеси порошков разных металлов. Смешивание порошков есть одна из важных операций и задачей ее является обеспечение однородности смеси, так как от этого зависят конечные свойства изделий. Наиболее часто применяют механическое смешивание компонентов в шаровых мельницах и смесителях. Соотношение шихты и шаров по массе 1:1. Смешивание сопровождается измельчением компонентов. Смешивание без измельчения проводят в барабанных, шнековых, лопастных, центробежных, планетарных, конусных смесителях и установках непрерывного действия.
Равномерное и быстрое распределение частиц порошков в объеме смеси достигается при близкой по абсолютной величине плотности смешиваемых компонентов. При большой разнице абсолютной величины плотностей наступает расслоение компонентов. В этом случае полезно применять раздельную загрузку компонентов по частям: сначала более легкие с каким-либо более тяжелым, затем остальные компоненты. Смешивание всегда лучше происходит в жидкой среде, что не всегда экономически целесообразно из-за усложнения технологического процесса.
При приготовлении шихты некоторых металлических порошков высокой прочности (вольфрама, карбидов металлов) для повышения формуемости в смесь добавляют пластификаторы - вещества смачивающие поверхность частиц. Пластификаторы должны удовлетворять требованиям: обладать высокой смачивающей возможностью, выгорать при нагреве без остатка, легко растворяться в органических растворителях. Раствор пластификатора обычно заливают в перемешиваемый порошок, затем смесь сушат для удаления растворителя. Высушенную смесь просеивают через сито.
Дозирование - это процесс отделения определенных объемов смеси порошка. Различают объемное дозирование и дозирование по массе. Объемное дозирование используют при автоматизированном формовании изделий. Дозирование по массе наиболее точный способ, этот способ обеспечивает одинаковую плотность формования заготовок.
Для формования изделий из порошков применяют следующие способы: прессование в стальной пресс-форме, изостатическое прессование, прокатку порошков, мундштучное прессование, шликерное формование, динамическое прессование.
Прессование в стальной пресс-форме
При прессовании, происходящем в закрытом объеме (рис.6) возникает сцепление частиц, и получают заготовку требуемых формы и размеров. Такое изменение объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот между частицами порошка и заклинивания - механического сцепления частиц. У пластичных материалов деформация возникает вначале у приграничных контактных участков малой площади под действием огромных напряжений, а затем распространяется вглубь частиц.
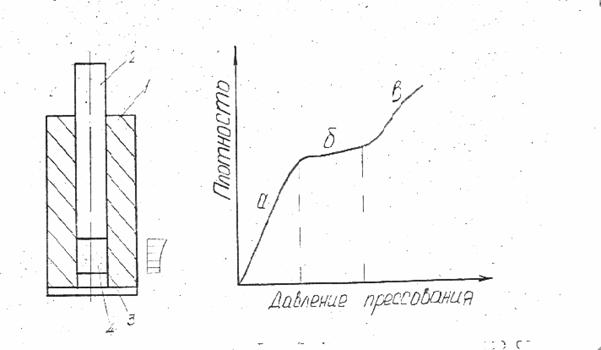
Рис.6 Схема прессования в прес- Рис. 7 Кривая идеального процесса
сформе (1 – матрица, 2 – пуансон, уплотнения.
3 – нижний пуансон, 4 – порошок)
и схема распределения давления по высоте.
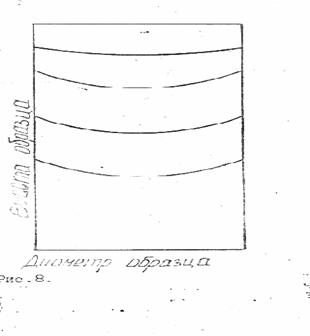
У хрупких материалов деформация проявляется в разрушении выступов частиц. Кривая процесса уплотнения частиц порошка (рис.7) имеет три характерных участка. Наиболее интенсивно плотность нарастает на участке A при относительно свободном перемещении частиц, занимающих пустоты. После этого заполнения пустот возникает горизонтальный участок B кривой, связанный с возрастанием давления и практически неизменяющейся плотностью, т.е. неизменным объемом порошка. При достижении предела текучести при сжатии порошкового тела начинается деформация частиц и третья стадия процесса уплотнения (участок С! ‘ ). При перемещении частиц порошка в пресс-форме возникает давление порожка на стенки. Это давление меньше давления со стороны сжимающего порошок пуансона (рис.6) из-за трения между частицами и боковой стенкой пресс-формы и между отдельными частицами. Величина давления на боковые стенки зависит от трения между частицами, частицами и стенкой пресс-формы и равна 25 .40% вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части – наименьшей (рис.6). По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте заметна в тех случаях, когда высота больше минимального поперечного сечения. При прессовании засыпанных в цилиндрическую пресс-форму одинаковых доз порошка, разделенных прокладками из тонкой фольги получают отдельные слои различной формы и размера (рис.8).