Порошковая металлургияРефераты >> Металлургия >> Порошковая металлургия
Рис.8 Схема распределения плотности по вертикальному сечению спрессованного порошка при одностороннем приложении давления (сверху).
В вертикальном направлении каждый верхний слой оказывается тоньше нижележащего. Изгиб слоев объясняется меньшей скоростью перемещения порошка у стенки из-за трения, чем в центре. Наибольшая плотность получается на расстоянии около 0.2 .0.3 наименьшего поперечного размера прессуемого изделия, что связано с действием сил трения между торцом пуансона и порошком.
Для получения более качественных изделий после прессования
· получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее сопи, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента. Смазку обычно)- в порошок, что обеспечивает наилучшие производственные показатели.
При выталкивании изделия из пресс-формы из-за упругого увеличения ее поперечных размеров, размеры изделия несколько превышают размеры поперечного сечения матрицы. Величина изменения размеров зависит от величины зерен и материала порошка, формы и состояния поверхности частиц, содержания окислов, механических свойств материала, давления прессования, смазки, материала матрицы и пуансона и других параметров. В направлении действия прессующего усилия изменения размеров больше, чем в поперечном направлении.
Представленная схема (рис.6) показывает одностороннее прессование, которое применяют для прессуемых изделий с соотношением высоты И к наименьшему размеру поперечного сечения d:H/d = 2 .3. Если это соотношение больше 3, но меньше 5, то применяют схему двухстороннего прессования; при большем соотношении размеров применяют другой метод.
Прессование сложных изделий, т.е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные усилия (рис.9). Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окончательную форму при повторном обжатии - прессовании и спекании.
Рис.9 Схема прессования в пресс-форме сложного изделия: 1- пуансон,2-пуансон, 3-матрица,
4- нижний пуансон.
При прессовании кроме стальных пресс-форм - основного инструмента производства используют гидравлические универсальные или механические прессы. Для прессования сложных изделий используют специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства. Давление прессования зависит в основном от требуемой плотности изделий, виде порошка и метода его производства. Давление прессования в этом случае может составлять (3 .5) Gт пределов текучести материала порошка.
Изостатическое прессование - это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью прессование называют гидростатическим. При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных пресс-формах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получки? цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
Мундштучное прессование - это формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в матрице. В качестве пластификатора применяют парафин, крахмал, поливиниловый спирт, бакелит. Этим методом получают трубы, прутки, уголки и другие изделия большой длины. Схема процесс представлена на рис. 10.
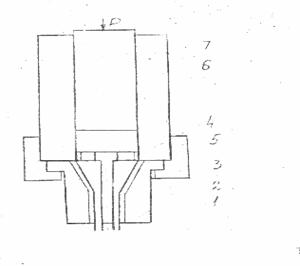
Рис.10 Схема мундштучного прессования.
При прессовании труб в обойме1 с мундштуком 2 переменного сечения устанавливают иглу-стержень 3, закрепляемую в звездочке 4. Над обоймой находится матрица и, соединенная с обоймой гайкой 5. Из матрицы выдавливание пластифицированной смеси производится пуансоном 7. Допустимое обжатие k=(F-f)/f*100% должно быть более 90%; здесь F и f - площади поперечного сечения матрицы и изделия.
Обычно мундштучное прессование выполняют при подогреве материала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400 .GOC*C, меди - 800 .900*С, никеля - 1000 .1200 С, стали - 1050 .1250 *С. Для предупреждения окисления при горячей обработке применяют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических - медных, латунных, медно-железной фольге). После прессования оболочки удаляют механическим путем или травлением в растворах, инертных спрессованному металлу.
Шликерное формование - представляет собой процесс заливки шликера в пористую форму с последующей сушкой. Шликер в этом случае - это однородная концентрированная взвесь порошка металла в жидкости. Шликер приготовляют из порошков с размером частиц I . 2 мкм (реже до 5 .10 мкм) и жидкости - воды, спирта, четырех- хлористого водорода. Взвесь порошка однородна и устойчива в течение длительного времени. Форму для ликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка. Формирование изделия после заливки формы взвесью порошка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывая жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаскалей. Время наращивания оболочки определяется ее толщиной и составляет 1 .60 мин. После удаления изделия из формы его сушат при 110 .150*С на воздухе, в сушильных шкафах.
Плотность изделия достигает 60%, связь частиц обусловлена механическим зацеплением.
Этим способом изготовляют трубы, сосуды и изделия сданной формы.
Динамическое прессование - это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электрического разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация. В зависимости от источника энергии прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Установлено значительное выделение тепла в контактных участках частичек, облегчающее процесс их деформирования и обеспечивающее большее уплотнение, чем при статическом (обычном) прессовании. Уплотнение порошка под воздействием вибрации происходит в первые 3-30 с. Наиболее эффективно использование вибрации при прессовании порошков непластичных и хрупких материалов. С применением виброуплотнения удается получить равноплотные изделия с отношением высоты к диаметру 4 .5:1 и более.