Порошковая металлургияРефераты >> Металлургия >> Порошковая металлургия
Горячее прессование нагретого порошка или заготовки выполняют в пресс-форме. Нагрев осуществляют обычно электрическим током (рис. 12).
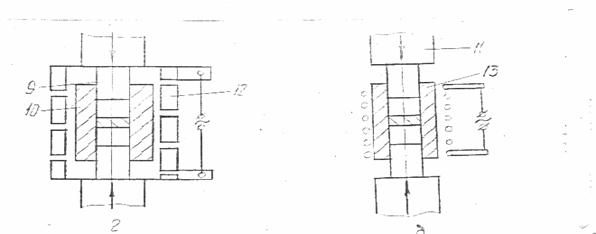
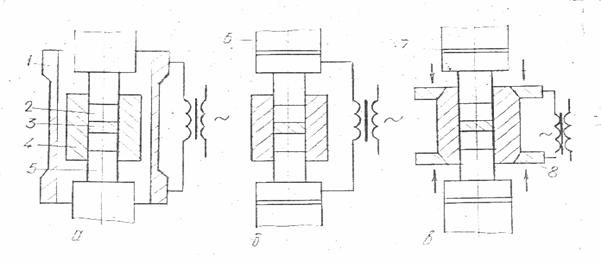
Рис. 12 Схема двухстороннего горячего прессования в пресс-формах: а – косвенный нагрев, б – прямой нагрев при подводе тока к пуансону, в – прямой нагрев при подводе тока к матрице, г – индукционный нагрев ТВЧ графитовой пресс-формы;
1 – нагреватель, 2 – порошок, 3 – изделие, 4 – матрица, 5 и 6 – пуансоны,7 – изоляция, 8 – графитовый контакт, 9 – графитовый пуансон, 10 – графитовая матрица, 11 – керамическая прокладка, 12 – индуктор, 13 – керамическая матрица.
До приложения давления к порошку пресс-форма с порошком или порошок могут быть нагреты и другим способом, материалом для изготовления пресс-форм служат жаропрочные стали (при температурах до IOOO*C) графит, силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение пресс-форм из тугоплавких окислов, силикатов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом пресс-формы внутреннюю поверхность ее покрывают каким- либо инертным составом (жидкое стекло, эмаль, нитрид бора * др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
Интенсификация процесса спекания достигается специальными приемами. Для этого используют химические и физические способы активирования спекания. Химическое активирование заключается в изменении состава атмосферы спекания. Так например добавка в атмосферу спекания хлористых или фтористых соединений способствует активному соединению с ними выступов частичек, а образующиеся соединения снова восстанавливаются до металла, атомы которого конденсируются в местах с минимальным запасом свободной энергии. Оптимальной является 5 .10% концентрация хлористого водорода в водородной восстановительной среде, интенсивное уплотнение спекаемой заготовки наблюдается при добавке в порошок изделия малого количества металла с меньшей температурой плавления. Например, к вольфраму добавляют никель, к железу - золото и т.п. В настоящее время широко применяют физические способы активирования спекания: циклическое изменение температуры, воздействие вибраций или ультразвука, облучение прессовок, наложение сильного магнитного поля.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек, а при плохой смачиваемости жидкая фаза тормозит процесс спекания, препятствуя уплотнению. Смачивающая жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спекании можно получить практически беспористые изделия. Различают спекание с жидкой фазой, присутствующей до конца процесса спекания, и спекание с жидкой фазой, исчезающей вскоре после ее появления, когда конечный период спекания происходит в твердой фазе.
Дополнительные операции
Пропитка жидкими металлами. При изготовлении электроконтактных и некоторых конструкционных материалов широко применяют пропитку спрессованного и затем спеченного пористого каркаса из более тугоплавкого материала жидкой металлической составляющей композиции. При этом жидкий металл или сплав заполняет сообщающиеся поры заготовки из тугоплавкого компонента. Существует два варианта пропитки. По первому варианту на пористый каркас помещают пропитывающий металл в виде кусочка с объемом равным объему пор каркаса и нагревают в печи до температуры плавления пропитывающего материала При этом расплав впитывается порами тугоплавкого каркаса. По второму способу пористый каркас помещают в расплав пропитывающего металла или в зацепку из порошка пропитывающего металла. Впитывание протекает под действием капиллярных сил. Скорость пропитки составляет десятые доли миллиметра в секунду и увеличивается с повышением температуры. Температура пропитки обычно на 100 .150*C превышает температуру плавления пропитывающего металла. Однако эта температура не должна превышать температуру плавления металла каркаса. Для улучшения смачиваемости к пропитывающему металлу добавляют различные присадки.
Дополнительные технологические операции используют для достижения чистоты поверхности и точности (механическая обработка, калибровка), для получения физических и механических свойств - химико-термическая обработка и различные пропитки.
Механическая обработка имеет особенности, вызванные пористостью материала. Режущий инструмент испытывает микроудары, приводящие его к быстрому затуплению. Для обработки применяют твердые сплавы; для получения высокой чистоты поверхности применяют алмазный инструмент.
Пропитка изделий маслом (машинным или веретенным) при температуре 110 .120*С происходит в течение 1 часа, Масло заполняет поры изделий и в процессе работы поступает по капиллярам л поверхности трения. Это в ряде случаев позволяет избавиться от смазки изделий в процессе работы и улучшает условия трущейся пары.
Химико-термическая обработка позволяет улучшить механические свойства изделий, расширить область применения.
Нитроцементация - увеличивает износостойкость деталей: коррозионная стойкость увеличивается по сравнению
со спеченными в 6- 8 раз: износостойкость в 30 раз при содержании азота до 1%
Диффузионное хромирование - увеличивает износо- и коррозионную стойкость в несколько раз.
Гальванические покрытия имеют особенность, вызванную наличием пор. Для предотвращения проникновения электролита в поры необходимо их заполнение. Этого достигают за счет тщательной шлифовки и полировки - образуется уплотненный наружный слой с малой пористостью.
Калибрование применяют для получения размеров 6-11 квалитета точности и Ra=1.25-0.32 мкм. Калибруют как по одному (наружному или внутреннему диаметру), так и по нескольким параметрам. Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг.
Глава 3.Изделия порошковой металлургии и их свойства:
3.1. Металлокерамические подшипники:
Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др.
В подшипниках скольжения находят применение следующие металлокерамические материалы: бронзографит, пористое железо и пористый железографит.
Одно из основных преимуществ металлокерамических вкладышей заключается в наличии в них пор, способствующих образованию устойчивой масляной пленки в подшипнике. В результате предварительной пропитки вкладыша (втулки) в нагретом масле большое количество капилляров вкладыша заполняется маслом и благодаря этому трущаяся поверхность обеспечивается смазочной пленкой в течение длительного времени.