Технология прокатного производства в крупносортном цехеРефераты >> Металлургия >> Технология прокатного производства в крупносортном цехе
Нажимное устройство для верхнего, валка, состоящее из двух винтов с цилиндрической зубчатой передачей, смонтированной в коробке крышки клети, обеспечивает вертикальную установку валка от ручного привода.
Нажимное устройство для нижнего валка также состоит из двух винтов и .цилиндрической зубчатой передачи, смонтированной в станине клети, и обеспечивает вертикальную установку нижнего валка от ручного привода.
Установка валков в осевом направлении производится при помощи прижима, закрепленного на станине болтами. Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Средний валок - неподвижный, он упирается своими подушками в выступы станин и крышку клети.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается мостовым электрическим краном на рабочую линию стана.
Рабочая клеть трио «800» установлена в чистовой линии стана в количестве Двух комплектов и расположена в одну линию.
Привод обеих рабочих клетей осуществлен через шестеренную клеть трио «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 6000 л. с. с регулируемым числом оборотов 0—70—140 об/мин.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Рабочие клети чистовой линии стана с обеих сторон оборудованы качающимися столами с «исчезающими» манипуляторами и кантователями, предназначенными для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Кроме того, обе клети оборудованы с обеих сторон раскатными рольгангами и шлеп-перами для перемещения полосы от одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная, через пружинные масленки. Смазка шеек валков и их охлаждение производятся технической водой от водопроводной магистрали. 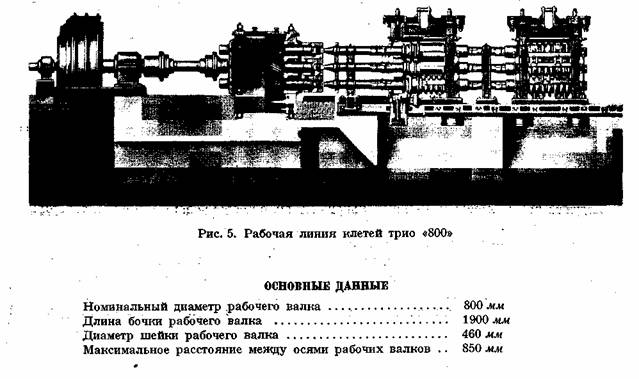
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети трио «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
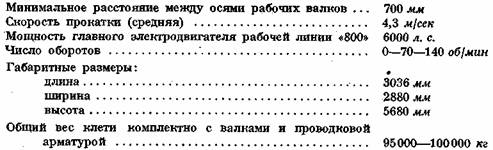
114103. КАЧАЮЩИЕСЯ СТОЛЫ РАБОЧИХ КЛЕТЕЙ ТРИО «800»
Качающиеся столы предназначены для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Они устанавливаются перед рабочими клетями и за ними; по конструкции являются одинаковыми.
Стол состоит из рамы с рольгангами, манипулятора, кантователя, механизмов их передвижения и механизма качания.
Рама стола состоит из Двух сварных балок, связанных между собой шестью литыми траверзами, являющихся также направляющими манипулятора с кантователем.
Рольганг стола состоит из девяти роликов, из которых первые три — кованые, а остальные изготовляются из толстостенной трубной заготовки с обжатыми цапфами.
Все ролики рольганга установлены на роликоподшипниках.
Привод рольганга — групповой от электродвигателя через двуступенчатый редуктор.
Манипулятор предназначен для удержания окантованной полосы в нужном положении и для перемещения ее в поперечном направлении стола на линию очередного калибра рабочих валков клети.
На каждом столе установлено по два манипулятора: один — перед, а второй — за кантователем. .
Манипулятор состоит из шахты, системы рычагов с подвижным суппортом, цилиндров с плунжерами и гидравлического привода для подъема или опускания роликов, а также для захвата или освобождения полосы между роликами.
В зависимости от сорта прокатываемой полосы предусмотрено также устройство для регулировки раствора захватывающих роликов.
Кантователь стола предназначен для кантовки полосы на 90° и устанавливается на траверзах рамы между четвертым и пятым роликами рольганга.
Кантователь состоит из шахты и кантующего аппарата, представляющего собой четырех-звенный механизм с удлиненными вертикальными звеньями, несущими на себе кантующую шайбу, и двух цилиндров с плунжерами, приводимых в движение гидравликой.
При повороте на своих осях четырехзвенный механизм увлекает кантующую шайбу и поворачивает ее также на 90°, а полоса, находящаяся в это время в зеве шайбы, кантуется.
Механизм передвижения манипуляторов с кантователем состоит из трансмиссии с коническими шестернями, трех винтов с шестиходовой резьбой и редуктора с фрикционной муфтой, приводимого в движение электродвигателем.
Механизм качания стола состоит из опоры с коренным валом диаметром 500 мм, на котором посажены два двуплечих рычага; кулисы с винтом для регулировки амплитуды угла качания стола; стойки с коленчатым валом и шатуном и редуктора с приводом от электродвигателя.
На длинных плечах рычагов предусмотрен балансир весом 43,6т, а на коротких — передняя опора рамы, шарнирно связанная с проушинами стоек, имеющихся в передней нижней части обеих балок рамы.
Смазка всех подшипников качения и скольжения, а также и направляющих предусмотрена густая, централизованная, автоматическая, а шестерен редукторов — жидкая, заливная с периодической сменой.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование качающегося стола рабочей клети; трио «800» поставляется комплектно с электрооборудованием, трубопроводами, шлангами высокого давления, смазочной системой и аппаратурой, анкерными болтами и другими материалами, согласно описанию и спецификации.
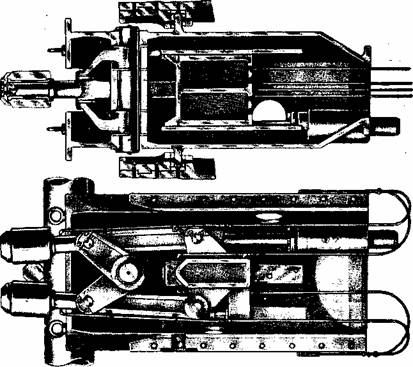
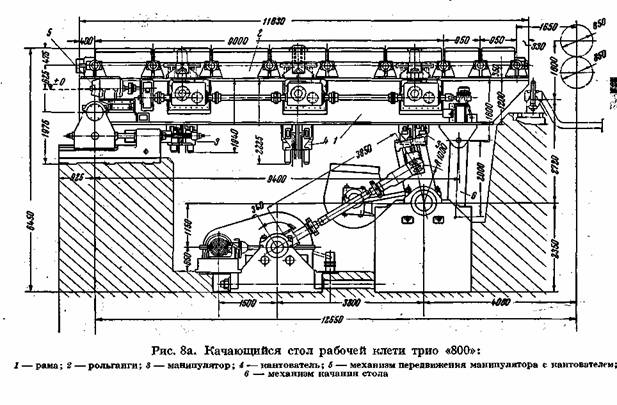
Рис. 10. Манипулятор качающихся столов
![]()
РАБОЧАЯ КЛЕТЬ ДУО «800»
Отделочная рабочая клеть дуо «800» предназначена Для последней ручьевой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от №20 до №40, двутавровых балок от №20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки сечением до 200 X 200 мм и полосы шириной до 300 мм из профилированных полос, получаемых с чистовой линии стана «800».
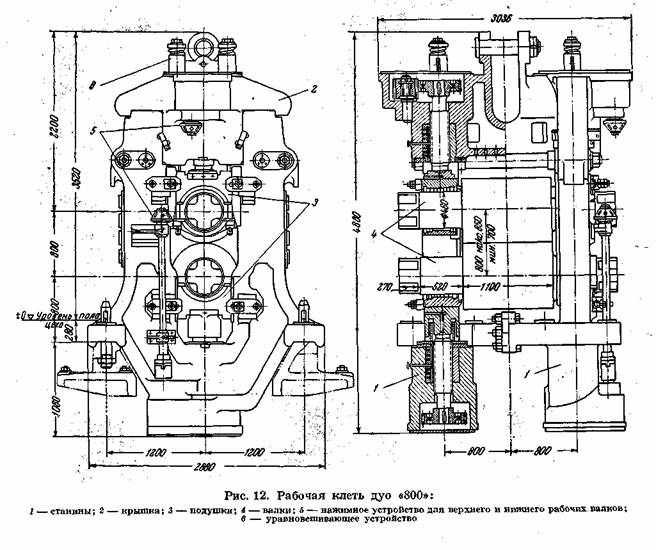
Рабочая клеть дуо «800» состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.