Технология прокатного производства в крупносортном цехеРефераты >> Металлургия >> Технология прокатного производства в крупносортном цехе
Обычно они устанавливаются по линии потока металла и имеют возможность передвигаться по всему фронту участка пил.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование салазковой пилы поставляется комплектно с электрооборудованием, трубопроводами» смазочными системами в пределах машины и другими материалами, согласно описанию и спецификации.
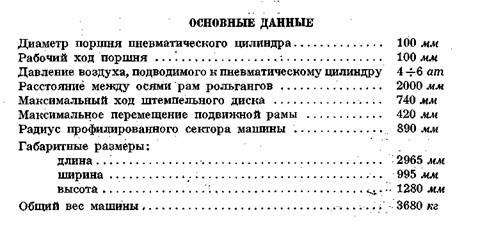
114107. ШТЕМПЕЛЬНАЯ МАШИНА
Штемпельная машина предназначена для нанесения номеров плавок на разрезанные полосы всего профильного проката, кроме полос круглого и квадратного сечения.
Штемпельная машина состоит из неподвижной, подъемной рамы и рамы горизонтального перемещения, опорного ролика и штемпельного диска.
Неподвижная рама, с установочной гайкой ходового винта подвижной рамы, представляет собой сварную конструкцию и устанавливается на рамы рольгангов.
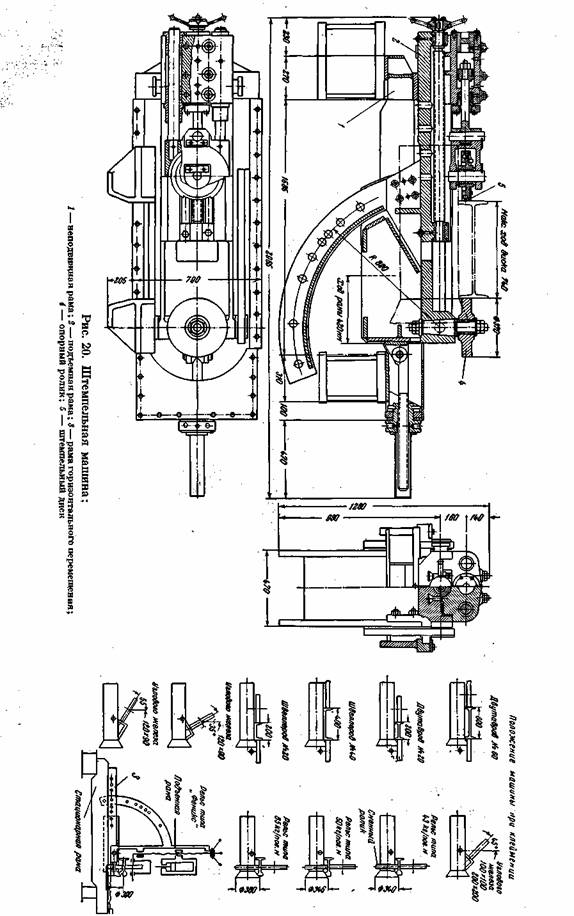
На неподвижной раме монтируются-рама горизонтального перемещения и подъемная рама машины.
Рама горизонтального перемещения с ходовым винтом — сварная, на которой установлена станина подъемной рамы с опорным роликом и штемпельным диском.
Перемещение подвижной рамы осуществляется при помощи винта и гайки вручную.
Подъемная рама с профилированным сектором, пневматическим цилиндром и штемпельным диском, представляет собой станину прямоугольной формы, которая, находясь в разных положениях по. отношению к движущемуся профилю, производит клеймение полосы.
При клеймении швеллеров и двутавров станина поворачивается в подвижной раме и устанавливается горизонтально, а при клеймении уголков и рельсов — в наклонном или вертикаль-
ном положении и укрепляется болтами. Поворот, станины производится с помощью крана.
Штемпельный диск снабжен набором знаков для шести номеров плавок, пять из которых закрыты кожухом.
Прижим штемпельного диска к полосе осуществляется пневматическим цилиндром, с рабочим ходом поршня 100 мм.
При клеймении полоса, проходя штемпельную машину, воздействует на флажковый выключатель, установленный за машиной, которым включается подача воздуха в цилиндр прижима диска, и диск, прижимаясь к движущейся по рольгангу полосе, наносит на нее номер плавки.
При дальнейшем движении полосы она воздействует на второй флажкового типа выключатель, которым включается подача воздуха в цилиндр в обратном направлении, и диск поднимается над полосой в исходное положение.
Смазка трущихся поверхностей — густая, закладная, от шприца.
Штемпельная машина устанавливается на подводящем рольганге к холодильнику перед гибочной машиной.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование штемпельной машины поставляется комплектно с трубопроводами, шлангами, крепежными болтами и другими материалами, согласно описанию и спецификации.
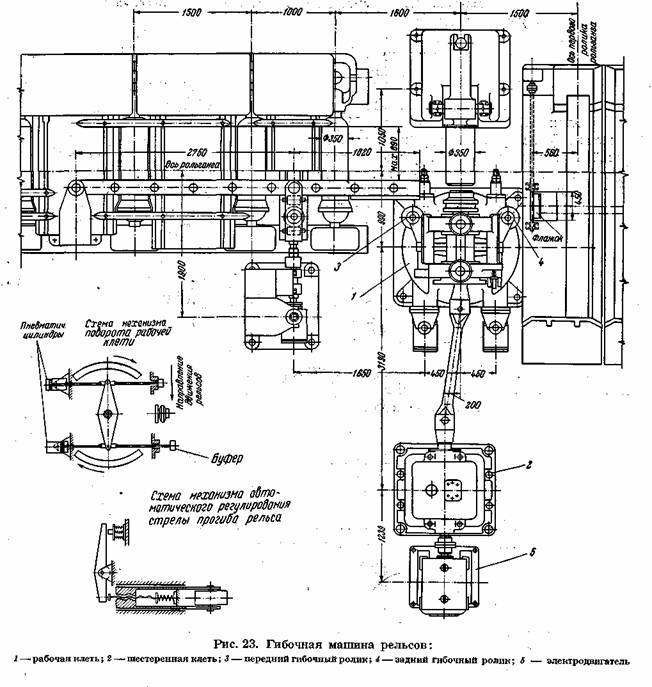
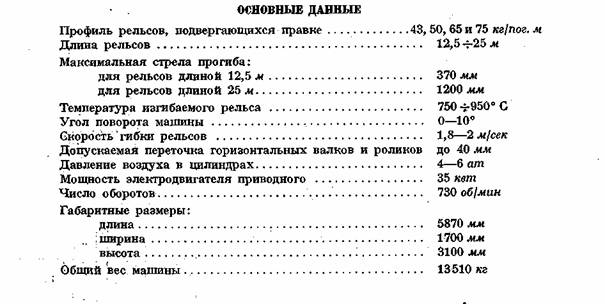
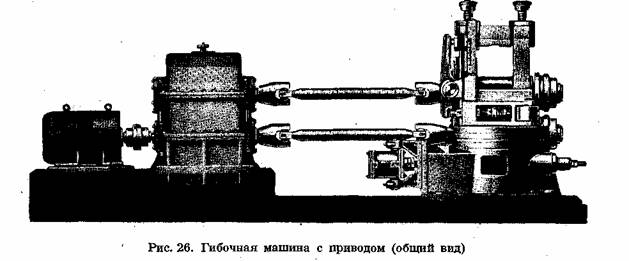
114108. ГИБОЧНАЯ МАШИНА РЕЛЬСОВ
Гибочная машина предназначена для гибки рельсов в горячем состоянии в сторону, обратную изгибу его при остывании на подошву.
Гибочная машина состоит из рабочей и шестеренной клетей, переднего и заднего гибочных роликов и электродвигателя.
Рабочая клеть машины состоит из одной станины с крышкой, двух горизонтальных консольных валков и двух вертикальных неприводных роликов, установленных по обеим сторонам станины.
Привод консольных валков осуществлен от электродвигателя через шестеренную
клеть и шпиндельное соединение.
Передний ролик установлен неподвижно относительно станины.
Задний гибочный ролик имеет возможность скользить в пазах станины, упираясь концом своего установочного винта в рычаг буфера заднего ролика.
Задача рельса в гибочную машину производится передвижной проводкой, устанавливаемой на рольганге перед машиной.
Выдача рельса симметрично оси рольганга осуществляется поворотом рабочей клети относительно опорной рамы на угол, заранее установленный при помощи буферов.
Поворот рабочей клети производится пневматическими цилиндрами, воздух к которым
подается автоматически путевым выключателем с противовесом, устанавливаемым на рольганге, по пути следования рельса.
Автоматическое регулирование стрелы прогиба, в зависимости от температуры изгибаемого рельса, основано на изменении сопротивляемости рельса изгибу и осуществляется буфером заднего ролика.
При переходе в процессе изгиба с одного профиля на другой меняется только плечо рычага буферного устройства передвижением пружинного стакана в пазах станины.
Смазка трущихся поверхностей машины —густая, автоматическая, от центральной станции; смазка шестеренной клети—жидкая, также от центральной станции жидкой смазки.
 ОБЪЕМ ПОСТАВКИ
ОБЪЕМ ПОСТАВКИ
Механическое оборудование гибочной машины поставляется комплектно с электрооборудованием, трубопроводами, смазочными аппаратами в пределах машины, анкерными болтами, сменными консольными валками и роликами и другими материалами, согласно описанию и спецификации. ,
114109. ХОЛОДИЛЬНИК СТАНА
Холодильник рельсобалояного стана предназначен для охлаждения и транспортировки рельсов, строительных профилей и трубной заготовки длиной от 4 до 25 м с кантовкой швеллеров, уголков и двутавровых балок в начале и в конце холодильника.
Холодильник стана состоит из двух самостоятельных секций шириной 26,71 м и длиной 44,6 м с двумя канатными шлепперами.
Каждая секция холодильника состоит из ряда поперечных балок, рельсового настила, шлепперов, механизмов поворота кулачков шлепперных тележек и кантователей.
Поперечные литые чугунные балки закрепляются болтами на литых чугунных башмаках, устанавливаемых на фундаменте.
По верхней плоскости этих балок в поперечном направлении уложены рельсы, которые и составляют рельсовый настил, на котором охлаждается и транспортируется шлепперными тележками указанный сортамент стана.
Для движения шлепперных тележек в верхнем поясе балок предусмотрены соответствующие проемы, в которых устанавливаются и укрепляются рельсы.
Шлепперы холодильника состоят из трансмиссионных валов, канатных барабанов, шлепперных тележек, редуктора и механизма регулирования положения тележек.
Трансмиссии шлепперов состоят из отдельных секций валов с посаженными на них канатными барабанами диаметром 1100мм и механизмами регулировки положения шлепперных тележек.
Отдельные валы соединены между собой зубчатыми муфтами, а секции — зубчатыми муфтами переключения, обеспечивающими работу секций раздельно или спаренно, в зависимости от длины транспортируемого проката — 12,5 или 25 м.
Натяжное устройство ведомых блоков канатов —рычажно-пружинного типа.