Технология прокатного производства в крупносортном цехеРефераты >> Металлургия >> Технология прокатного производства в крупносортном цехе
Станины клети - открытой конструкции из стального литья,
Крышка клети, из стального литья, крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков изготовляются из стального литья, с текстолитовыми вкладышами подшипников.
Рабочие валки — литые, чугунные.
Нажимные устройства Для верхнего и нижнего рабочих валков, состоящие каждый из
двух винтов с цилиндрической зубчатой передачей, обеспечивают вертикальную установку валка от ручного привода.
Винт вращается в бронзовой гайке, установленной в станине и крышке клети.
Валки в осевом Направлении устанавливаются при помощи прижима, закрепленного на станине болтами.
Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается на рабочую линию стана тем же мостовым краном.
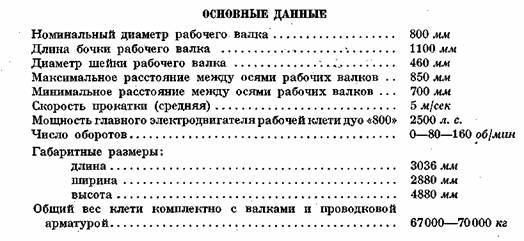
Рабочая клеть дуо «800» установлена в отделочной линии стана в количестве одного комплекта и по расположению входит в состав чистовой линии стана.
Привод клети осуществлен через шестеренную клеть дуо «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 2500 л. с. с регулируемым числом оборотов 0—80—160 об/мин.
В случае аварии привода рабочая клеть дуо «800» может иметь привод от электродвигателя рабочих клетей трио «800», так как между смежными клетями дуо и трио предусмотрена установка шпиндельного соединения.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Отделочная рабочая клеть дуо «800» оборудована с передней стороны рабочим рольгангом с исчезающими манипулятором и кантователем и с задней — отводящим рольгангом.
Кроме того, клеть оборудована с обеих сторон раскатными рольгангами и цепными шлепперами, обеспечивающими перемещение полосы От одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная через пружинные масленки. Смазка шеек валков и их охлаждение производится технической водой от водопроводной магистрали цеха.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
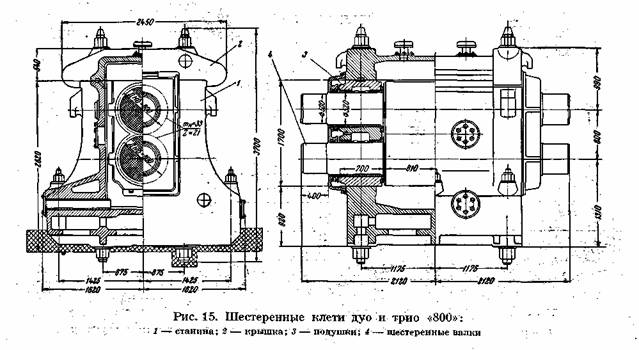
114105, ШЕСТЕРЕННЫЕ КЛЕТИ ДУО И ТРИО «800»
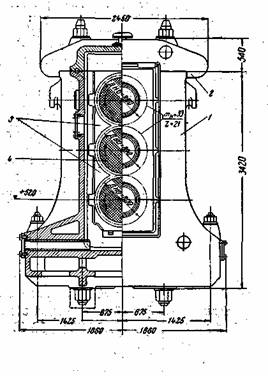
Шестеренные клети дуб и трио «800»' предназначены для передачи вращения от приводных электродвигателей к валкам рабочих клетей соответственно дуо или трио.
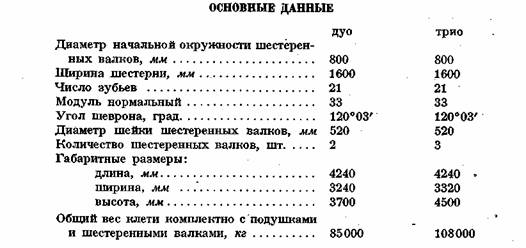
Обе клети являются одинаковыми и отличаются только числом шестеренных валков, подушек и размерами по. высоте.
Шестеренная клеть дуо состоит из станины, крышки, комплекта подушек и шестеренных валков.
Станина и крышка клети -— литые, чугунные.
Крышка клети крепится со станиной при помощи мощных четырех стяжных болтов, проходящих через весь корпус станины.
Подушки клети — из чугуна, а подшипники шестеренных валков имеют баббитовую заливку.
Подушки клети монтируются в окна станины . сверху.
Шестеренные валки изготовляются стальными, коваными, с шевронными фрезерованными зубьями и термически обработаны.
Шестеренная клеть устанавливается , непосредственно на фундамент на анкерных , болтах.
Смазка подшипников и зацепления шестеренных валков — жидкая, циркуляционная, от центральной смазочной станции.
Уплотнение от утечки масла достигается при помощи торцевых кожухов и колец, сбрасывающих масло, устанавливаемых на шейках шестеренных валков.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование шестеренной клети дуо и трио «800» поставляется ком- плектно с маслопроводами, сигнальной аппаратурой смазки, смазочной системой в пределах клети, анкерными болтами и другими материалами, согласно спецификации и описанию.
114106. САЛАЗКОВАЯ ПИЛА
Салазковая пила «2000» предназначена для резки горячего металла на мерные длины следующих профилей и размеров заготовок: рельсов от 43 до 75 кг/пог. м, уголков от № 10 до № 20, швеллеров от № 20 до № 40 и двутавровых балок от № 20 до № 60 при наименьшей
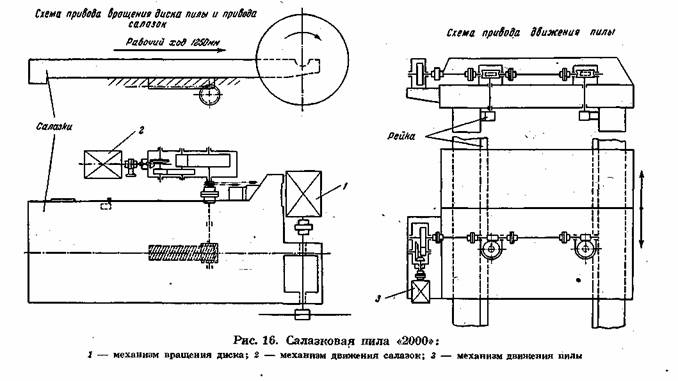
температуре 750° С, круглой заготовки диаметром от 80 до 300 мм и квадратной заготовки от 130 X 130 мм и 240 X 240 мм при наименьшей температуре 900° С.
Салазковая пила состоит из механизмов вращения диска, движения салазок и механизма движения пилы.
Механизм вращения диска состоит из пильного диска с устройством для его крепления, двух подшипников, в каждом из которых установлено по два конических роликовых подшипника, зубчатой муфты и электродвигателя.
Механизм вращения устанавливается в головной части пилы. Пильный диск охлаждается струей воды, которая также частично сбивает стружку с поверхности зубьев диска.
Для более полной очистки боковых поверхностей зубьев пильного диска от стружки в кожухе диска предусмотрены четыре деревянных бруска, расположенных по две штуки на каждой стороне.
Электродвигатель механизма вращения диска защищен от действия тепловых лучей со стороны разрезаемой полосы специальным экраном с водяным охлаждением.
Механизм движения салазок состоит из салазок с приболченными к ним смежными бронзовыми планками и зубчатой рейки с косым зубом, обеспечивающими наиболее плавную подачу салазок пилы во время резки.
На раме пилы установлены вал с реечной шестерней, зубчатая муфта, редуктор и электродвигатель.
Механизм движения пилы состоит из рамы, на которой установлены два Червячных редуктора с реечной шестерней на нижнем конце вала, промежуточных валов, четырех зубчатых муфт, редуктора и электродвигателя.
Рама устанавливается на плоских направляющих с боковыми зубчатыми рейками, по которым катятся реечные шестерни червячных редукторов и передвигают пилу вдоль фронта рольгангов.
Смазка подшпников вала пильного диска — жидкая от специальной установки, расположенной на салазках пилы. Кроме того, корпусы подшипников охлаждаются проточной водой.
Смазка трущихся поверхностей у механизмов движения салазок и пилы осуществляется консистентной мазью от центральной ручной станции, расположенной на раме пилы.
Количество салазковых пил устанавливается в зависимости от производительности прокатки и схемы расположения оборудования стана.