Технология прокатного производства в крупносортном цехеРефераты >> Металлургия >> Технология прокатного производства в крупносортном цехе
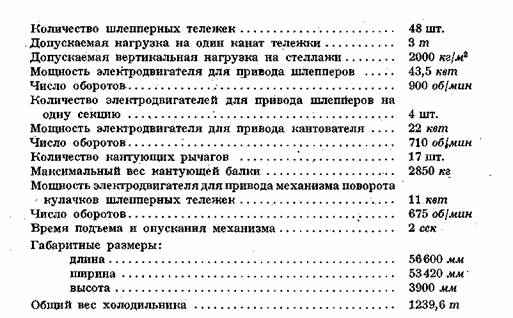
Шлепперные тележки приводятся в движение канатами через редуктор от реверсивного электродвигателя.
Механизм поворота кулачков шлепперных тележек передвигает тележки в том случае, • когда на рельсовом настиле находится охлаждаемый прокат.
Механизм поворота кулачков состоит из ряда двутавровых балок, рычагов, трансмиссии, редуктора, шатунного механизма и контргруза.
Двутавровые балки монтируются в проемах балок между рельсами для шлепперных тележек, вдоль холодильника.
Двутавровые балки поднимаются при помощи рычагов, шарнирно укрепленных на кронштейне к вертикальной стенке поперечных балок холодильника.
Трансмиссионный вал механизма поворота кулачков с редуктором, рычагами и шатунным механизмом располагается под рельсовым настилом, в поперечном направлении холодильника и приводится в движение электродвигателем. Уравновешивание подъемных двутавровых балок — грузовое, контргрузом, рычаги которого смонтированы на трансмиссионном валу.
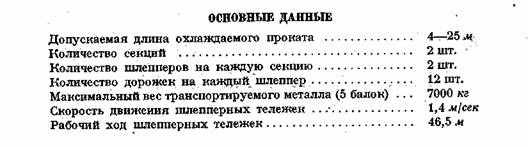
При транспортировке установленного сортамента проката первый шлеппер с подводящего рольганга подает готовый прокат на одну треть длины холодильника, а второй транспортирует его до конца и подает на отводящий рольганг.
При обратном холостом ходе шлепперных тележек кулачки тележек свободно поворачиваются вокруг своих осей, и они свободно проходят внизу, под прокатом.
Свободное передвижение тележек шлепперов холодильника, когда он заполнен горячими балками и рельсами, в случае прямого хода, когда необходимо убрать остывший прокат на отводящий рольганг, производится механизмами поворота кулачков тележек.
Механизм поворота поднимает двутавровые балки, в результате кулачки тележек занимают горизонтальное положение, и тележки свободно проходят при прямом ходе под прокатом.
Кантователи холодильника предназначены поворачивать горячие балки, швеллер и уголки на угол в 90°, что устраняет коробление при остывании и создает удобства транспортировки уголков, изгибающихся На вершину угла при остывании.
Кантователь состоит из продольного составного вала, кантующих рычагов, цилиндри-ческ-конического редуктора и электродвигателя.
Кантующие рычаги монтируются на продольном валу.
Каждый кантователь приводится в движение двумя кантующими механизмами от одного редуктора и электродвигателя.
Смазка редукторов трансмиссий— жидкая, заливная с периодическим спуском и подачей масла от смазочной станции. Смазка редукторов кантователей и механизмов поворота кулачков шлепперных тележек — жидкая, индивидуально-заливная; шлепперных тележек — густая, закладная. Смазка остальных механизмов — густая, централизованная от автоматической станции густой смазки.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование холодильника поставляется комплектно с электрооборудованием, трубопроводами, смазочными станциями густой и жидкой смазки, арматурой, анкерными болтами и другими материалами, согласно описанию и спецификации.
|
Таблица калибровки равнополочного угольника. | |||||||
|
Математическая операция или параметр | Реализация операции и номера калибров | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 | ||
|
Форма калибров |
Прямопо лочный |
Полураз вёрнутый | Развёрнутые | ||||
| Режим деформации | |||||||
|
КНД |
1,0506 |
1,0506 |
1,0506 |
1,0506 |
1,0506 |
1,0506 | |
|
hi = КНД hi-1 |
1,06 |
1,113636 |
1,169986 |
1,229187 |
1,291384 |
1,356728 | |
|
hi = hi-1hi-1 |
25,3 |
26,818 |
29,86549 |
34,9422 |
42,95051 |
55,46561 | |
|
Dhi = hi(hi - 1) |
1,518 |
3,04749 |
5,076715 |
8,008309 |
12,5151 | ||
| Параметрические углы калибров | |||||||
|
qв, град |
90,6 |
80 |
80 |
80 |
80 |
90 | |
|
q =1/2 (180-qв), град |
44,7 |
50 |
50 |
50 |
50 |
45 | |
|
qр, град |
0 |
30 |
50 |
50 |
50 |
45 | |
|
qр, рад |
0 |
0,523333 |
0,872222 |
0,872222 |
0,872222 |
0,785 | |
|
sin q |
0,7031135 |
0,76576 |
0,76576 |
0,76576 |
0,76576 |
0,706825 | |
|
cos q |
0,7110776 |
0,643126 |
0,643126 |
0,643126 |
0,643126 |
0,707388 | |
|
tg q |
0,9888 |
1,190683 |
1,190683 |
1,190683 |
1,190683 |
0,999204 | |
| Параметры полок | |||||||
|
KO = h tgq/2 |
12,50832 |
15,96587 |
17,78017 |
20,80255 |
25,57023 |
27,71073 | |
|
b1 |
202,4 | ||||||
|
bcp1=b1 -1/2 h1 tgq1 |
189,89168 | ||||||
|
bcpi=bcpi-1 -Dbni-1 |
189,1529 |
188,4456 |
187,3471 |
185,909 |
184,1981 | ||
|
B= bcp + Ko |
202,4 |
205,1188 |
206,2257 |
208,1496 |
211,4793 |
211,9089 | |
|
K1 = qP h/2 |
0 |
7,017377 |
13,02467 |
15,23868 |
18,7312 |
21,77025 | |
|
bp = B - K1 |
202,4 |
198,1014 |
193,2011 |
192,911 |
192,7481 |
190,1386 | |
|
bx1 = b1 cosq1 |
143,92211 | ||||||
|
bY1 = b1 sinq1 |
142,31018 | ||||||
|
Kп |
1 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 | |
|
Kp |
0 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 | |
|
П = Кр bp |
0 |
79,24056 |
77,28043 |
77,16438 |
77,09923 |
76,05544 | |
|
Пк = bp (1 - Kп - Кр) |
0 |
39,62028 |
38,64021 |
38,58219 |
38,54962 |
38,02772 | |
|
R = Kp bp/qp2 |
151,4151 |
88,60177 |
88,46872 |
88,39402 |
96,88592 | ||
|
dh2 |
0 |
0,4 |
0 |
0 |
0 |
0 | |
|
hk = h + dh2 |
25,3 |
27,218 |
29,86549 |
34,9422 |
42,95051 |
55,46561 | |
|
hc = h - dh2 |
25,3 |
26,418 |
29,86549 |
34,9422 |
42,95051 |
55,46561 | |
|
RБ2 = R2+((hK2-h2cosqp2)/(1-cosqp2)) |
181,2217 | ||||||
|
RБi>2 = Ri + hi |
118,4673 |
123,4109 |
131,3445 |
152,3515 | |||
|
K2 = (sinq - sin(q - qp))/qp |
0,810012 |
0,877941 |
0,877941 |
0,877941 |
0,900414 | ||
|
K3 = (1 - Kп - Кр) cos(q - qp)/ Kп |
0,469877 |
0,5 |
0,5 |
0,5 |
0,5 | ||
|
Сг = Кп (cosq + K2 + K3) |
0,769206 |
0,808427 |
0,808427 |
0,808427 |
0,843121 | ||
|
bx = Cг bp |
152,3808 |
156,189 |
155,9545 |
155,8228 |
160,3099 | ||
|
Пкх = hк sin(q - qp) |
9,304578 |
0 |
0 |
0 |
0 | ||
|
K4 = (cos(q - qp) - cosq)/qp |
0,566803 |
0,409154 |
0,409154 |
0,409154 |
0,372754 | ||
|
K5 = (1 - Kп - Кр) sin(q - qp)/Kп |
0,170927 |
0 |
0 |
0 |
0 | ||
|
K6 = sinq + K4 + K5 |
1,503489 |
1,174914 |
1,174914 |
1,174914 |
1,079579 | ||
|
CB = KП К6 |
0,601396 |
0,469966 |
0,469966 |
0,469966 |
0,431832 | ||
|
bY = CB bp |
119,1373 |
90,79789 |
90,66154 |
90,585 |
82,10786 | ||
|
hKY = hK cos(q - qp) |
25,5782 | ||||||
|
rK |
7 | ||||||
|
C = rK (21/2 - 1) cos(q - qp) |
2,724809 | ||||||
|
h'K = hKY - C |
22,85339 | ||||||
| Общие параметры и уширение полок | |||||||
|
Ш =2 bx |
287,84422 |
304,7615 |
312,378 |
311,9089 |
311,6456 |
320,6197 | |
|
qБ = 2 h bcp |
9608,519 |
10145,4 |
11256,04 |
13092,64 |
15969,78 |
20433,32 | |
|
КЗД; КНД |
0,968 |
0,968 |
0,968 |
0,968 |
1,0065 |
1,0065 | |
|
h'i = K(ЗД;НД) hi-1 |
1,3 |
1,2584 |
1,218131 |
1,179151 |
1,141418 |
1,148837 | |
|
h'i = h'i-1 h'i-1 |
43,2 |
56,16 |
70,67174 |
86,08746 |
101,5101 |
115,8655 | |
|
qД=(h-h/cosq)2/tgq |
58,725159 |
175,6205 |
493,2256 |
846,9279 |
1012,786 |
1404,105 | |
|
q = qБ + qД |
9667,2442 |
10321,02 |
11749,26 |
13939,57 |
16982,56 |
21837,43 | |
|
Dq = (h 'h' - h h/cosq)2/tgq |
344,08698 |
493,2256 |
846,9279 |
1012,786 |
736,9292 |
715,1097 | |
|
hпр =h (qБ + Dq)/q |
1,0912895 |
1,147906 |
1,205207 |
1,243813 |
1,270408 |
1,313922 | |
|
hПР = q/Ш |
33,584986 |
33,86591 |
37,61233 |
44,69115 |
54,4932 |
68,11007 | |
|
D |
650 |
650 |
650 |
650 |
650 |
800 | |
|
Rпр = 1/2 (D - hПР) |
308,20751 |
308,067 |
306,1938 |
302,6544 |
297,7534 |
365,945 | |
|
К7 = (Rпр hпр (hпр -1))1/2 |
30,740058 |
39,28223 |
48,61384 |
57,4265 |
66,23826 |
88,4554 | |
|
f |
0,3 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 | |
|
K8 = hпр (hпр - 1)/2f |
5,1099294 |
6,261193 |
9,647915 |
13,62033 |
18,41921 |
26,72655 | |
|
Db = (h пр- 1/2 hпр1/2)(K7 - K8) |
1,1198807 |
2,27925 |
3,64181 |
4,788328 |
5,736119 |
8,452691 | |
|
KСY |
1 |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 | |
|
Dbn = KCY Db bcp/Ш |
0,7387886 |
0,707318 |
1,098482 |
1,438047 |
1,710912 |
2,428063 | |
| Радиусы галтели на стыке полок снизу | |||||||
|
r =(h' cosq -h)/(1 - cosq) |
18,754355 |
26,0596 | |||||
|
K9 = (R + h - bY)2 |
8187,115 |
1081,254 |
1667,435 |
3813,282 | |||
|
K10 = (R + h)2 |
14034,49 |
15230,26 |
17251,39 |
23210,99 | |||
|
K11 = bx2 + K9 - K10 |
18547,62 |
10172,79 |
8696,786 |
6301,544 | |||
|
K12 = 2 (bY + h - h') |
99,98327 |
79,03259 |
64,0508 |
43,41597 | |||
|
r' = (K11/K12) >= r |
185,5073 |
128,7164 |
135,7795 |
145,1434 | |||
|
q' = arcsin(bY/(R+h+r' )) >= q |
0,303333 |
0,367825 |
0,345973 |
0,279627 | |||