Участок сборки и изготовления элементов хвостовой балки вертолёта МИ-26Рефераты >> Авиация и космонавтика >> Участок сборки и изготовления элементов хвостовой балки вертолёта МИ-26
Элементы обслуживания и хранения нормализованы, что позволяет быстро их монтировать и демонтировать. Все элементы обслуживания и хранения обеспечивают удобство и безопасность сборочных работ и создают условия для повышения производительности труда.
Точность сборочного приспособления контролируют специальными оптическими приборами (нивелир, автоколлиматор и другими), проверяя горизонтальность, взаимную параллельность и перпендикулярность плит, соосность осей и отверстий узлов фиксации, расположенных под любым углом к горизонту. Эксплуатацию сборочного приспособления проводят по системе планово-предупредительного ремонта (ППР). Приспособление имеет паспорт с указанием времени его изготовления, технических характеристик, а также сроков проверки и ремонта. В паспорте отражены все изменения конструкции и отклонения в допусках по базовым размерам.
Проверяют стапель с помощью эталонов, макетов, калибров и оптических приборов. данные о результатах проверки и состоянии стапеля вносятся в паспорт.
1.1.2 Сборка с базированием по КФО
Базирование по КФО используется при сборке узлов, панелей, отсеков, агрегатов вертолёта панелированной конструкции. Наиболее широко этот метод применяют в производстве средних, тяжелых и сверхтяжелых вертолётов.
Сборка осуществляется установкой и фиксацией сборочных единиц (деталей или узлов) по базам-отверстиям в узлах - фиксаторах сборочных приспособлений. Ответные базы - отверстия выполняются в устанавливаемых сборочных единицах. Установка остальных деталей производится на ранее образовавшийся жёсткий каркас изделия.
Количество КФО выбирается из условия допустимой деформации сборочной единицы под действием собственного веса и возможных внешних нагрузок, возникающих в процессе сборки. Назначается как минимум 2 отверстия КФО при размерах шпангоута до 1500 мм и 3 - 4 отверстия КФО - при размере более 1500мм.
Процесс сборки следующий: шпангоуты отсека устанавливают в вилки сборочного приспособления и фиксируют по КФО. Затем части шпангоутов соединяют между собой накладками при помощи заклёпок или болтов; на подготовленный каркас устанавливается панель с продольным набором. Панель прижимается к каркасу двумя-тремя наружными рубильниками (или лентами), а затем по НО в полках шпангоутов сверлят отверстия в обшивках панелей и клепают.
Точность обвода агрегата зависит от точности обвода каркаса, расположения КФО в деталях и элементах приспособления, а также точности обшивки по толщине.
|
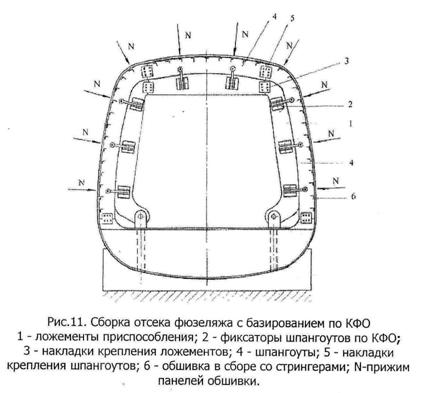
На рисунке 11 представлена схема сборки отсека фюзеляжа с базированием по КФО. Ввиду значительных габаритов изделия вначале производится сборка каркаса приспособления из ложементов (1) с фиксаторами носителями КФО (2). Соединение ложементов выполнено накладками (3), устанавливаемыми на болтах, для обеспечения жёсткости каркаса приспособления. Технологический процесс сборки включает выполнение следующих основных работ:
-установка шпангоутов(4) в сборочное положение и закрепление их по КФО фиксаторами(2);
-соединение верхнего и боковых шпангоутов между собой накладками (5) с помощью заклёпок или болтов;
-установка на подготовленный каркас обшивки (б) в сборе со стрингерами и закрепление её в сборочном положении и прижимая к каркасу с помощью рубильников или лент(7);
-подготовка мест сопряжения обшивки со стрингерами и каркаса к соединению, сверление по НО отверстий под заклёпки и собственно клёпка;
-освобождение собранной конструкции от фиксаторов и выем из сборочного приспособления.
Приспособления такого типа не требуют рубильников по всем сечениям шпангоутов и конструктивно выполняются в упрощённом виде. Они позволяют снизить трудоёмкость сборочных работ; металлоёмкость сборочной оснастки; сократить цикл подготовки производства.
1.1.2.1 Схемы увязки при сборке с базированием по КФО
Базирование по КФО имеет то принципиальное отличие от способа базирования по СО, что КФО расположены на собираемых деталях, а ответные им КФО - на сборочном приспособлении. Это накладывает свои специфические требования на увязку размеров и форм при сборке по КФО. В большинстве случаев средствами увязки могут быть универсальные инструментальные координатные установки (плаз-кондуктор (ПКО) и инструментальный стенд (ИС)). Принципиальная схема процесса увязки при использовании КФО для сборки узлов, панелей, секций и отсеков приведена на рис.12.
|
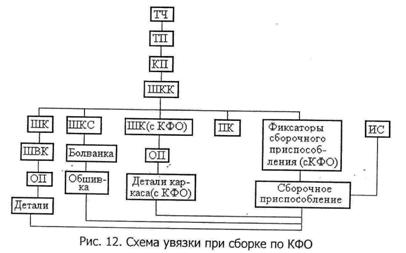
Рассмотрим сборку по КФО шпангоута фюзеляжа, состоящего из трёх секций - поясов, соединённых между собой накладками (рис.11). Выбор места расположения КФО на полках поясов шпангоута не связан какими-либо условиями функционального назначения в конструкции, поэтому КФО могут располагаться, например, в строго координатной сетке плаз-кондуктора. Сетка плаз-кондуктора выполнена с шагом 50 мм. Для того чтобы было удобнее использовать плаз-кондуктор для увязки КФО, расстояние между осями КФО надо выбрать равным или кратным 50 мм. Это позволит не только легко осуществить перенос отверстий на детали, но и произвести сборку шпангоута на универсальном групповом приспособлении типа плоской координатной плиты с отверстиями, расстояние между которыми может быть выдержано с большой точностью. Перенос размеров и контуров деталей шпангоута на заготовительную оснастку и сборочное приспособление, их увязка между собой происходят в рассматриваемом примере по схеме: с ШКК (как основного носителя форм и размеров). Путём копирования изготавливают ШК или ШКК поясов шпангоута, по ШВК выполняют оправку для формования полок поясов шпангоута, по ШК переносят на полки поясов КФО и производят контроль точности изготовления поясов.
С ШКК можно снять также необходимую информацию на шаблон приспособления (ШП), который используется в дальнейшем для настройки (выставления фиксаторов с КФО) сборочного приспособления универсального координатного стола. Сборка шпангоута производится следующим образом: секции-пояса устанавливают по КФО на координатном столе и соединяют между собой с помощью накладок.
По этой же схеме процесса увязки можно произвести сборку по КФО панелей любой конфигурации: цилиндрической, конической, двойной однозначной или знакопеременной кривизны. Отличительной особенностью схемы увязки будет наличие в ней инструментального стенда, необходимого для монтажа узлов с КФО сборочного приспособления. Сверление КФО в деталях (секциях шпангоутов) целесообразно производить с помощью плоского группового шаблона. В этом случае возможно использование группового шаблона также для наладки универсального переналаживаемого сборочного приспособления.
|