Технология переработки из расплавов аморфных и кристаллизующихся веществ
При литье с газом применяются обычные литьевые машины, и это является одной из причин популярности таких технологий. Одно из преимуществ литья газом - возможность использования литьевых машин с существенно меньшим усилием замыкания, что дает большой экономический эффект при литье крупногабаритных изделий.
В настоящее время существует множество вариантов технологий литья с газом. Все их можно разделить на 2 типа. К первому типу относятся технологии, в которых газ подается в расплав полимера, образуя внутренние полости (в зарубежной литературе для таких технологий чаще всего используют английский термин "gas-assisted injection molding" (GAIM или GAM) и немецкий "gas innendruck technik" (GIT или GID). В технологии второго типа газ подается в полость формы и создает внешнее давление на изделие. За рубежом для этой технологии используют термин "external gas molding". Оба типа технологий могут быть реализованы на одном и том же оборудовании.
В качестве газа применяется азот, который имеет низкую цену, инертен и доступен. Источником газа являются баллоны с азотом (при небольших объемах производства) или специальные генераторы азота.
В зависимости от типа используемого оборудования процесс литья с газом может проводится в двух вариантах [49, 50]: с управлением давлением газа и с управлением объемом подаваемого газа. В первом наиболее распространенном варианте компрессор высокого давления обеспечивает требуемый профиль давления газа. Во втором варианте заданный объем сжатого газа подается в пресс-форму с помощью поршневого дозирующего компрессора импульсного действия.
Принципиально важным моментом в литье с газом является способ осуществления уплотнения (подпитки) материала. В ряде технологий (при подаче газа через литниковую систему и др.) уплотнение изделия выполняется только за счет давления газа. В крупногабаритных изделиях это может приводить к недоуплотнению части изделия, следствием чего является появление утяжек, внутренних усадочных полостей, а также снижение качества спаев. Подобные явления не проявляются, если основной процесс уплотнения производится за счет обычной подпитки полимером из материального цилиндра литьевой машины, а давление газа обеспечивает дополнительное уплотнение в проблемных областях.
Технологии литья с подачей газа в расплав полимера
Существует несколько разновидностей этих технологий, которые могут быть классифицированы по особенностям проведения технологического процесса, по месту подачи газа, по типам получаемых изделий.
Учитывая особенности технологического процесса, выделяют следующие разновидности технологии литья с подачей газа в расплав полимера [49, 52]:
1. Литье с неполным впрыском полимера
2. Литье с полным впрыском с применением прибыли
3. Литье с полным впрыском с вытеснением расплава полимера в материальный цилиндр литьевой машины
4. Литье с локальной подачей газа в область изделия для устранения утяжек
5. Литье со смещением знаков
Для получения одного и того же изделия часто могут применяться различные варианты процесса.
Впуск газа может осуществляться непосредственно в полость формы, в холодноканальную литниковую систему (в разводящий или центральный литник), а также в сопло литьевой машины. При подаче газа в центральный литник или в сопло машины, последнее должно быть оснащено запорным клапаном, для предотвращения попадания газа в материальный цилиндр [51]. При подаче газа в разводящий литник запорный клапан не требуется - остывание полимера в центральном литнике обычно препятствует продвижению воздушного пузыря к материальному цилиндру. Для надежности также применяют пережимы – локальное утоньшение на разводящем литнике. Газ подается с помощью специального устройства – инжектора (газовой иглы) – через тонкий кольцевой зазор, который пропускает газ, но является преградой для расплава полимера.
Технологии литья с подачей газа в расплав полимера эффективны для получения изделий следующих типов:
а) Визуально-толстостенные изделия (разнообразные ручки и т.д.)
б) Крупногабаритные изделия (автомобильные бамперы, панели приборов, корпуса телевизоров, мониторов и т.д.)
в) Детали с высокими требованиями к качеству наружной поверхности, содержащие утолщения, ребра, бобышки.
В последнее время стали применять литье с газом и для получения тонкостенных изделий (корпусные детали мобильных телефонов и т.д.). Ввиду того, что литье подобных изделий связано с рядом особенностей, для него часто используют особый термин "тонкостенное литье с газом".
Поведение полимера и газа в полости формы определяется многими факторами и очень сильно зависит от особенностей используемой марки полимера. Компьютерный анализ позволяет спрогнозировать это поведение и оптимизировать конструкцию изделия и пресс-формы на этапе подготовки производства [53 – 55].
Один из недостатков технологий с подачей газа в расплав полимера - неравномерная толщина стенки полимера. Наибольшая неравномерность толщины наблюдается на "поворотах": слой полимера минимален с внутренней стороны газового канала. Вблизи газовой иглы обычно наблюдаются резкое изменение толщины слоя полимера, а на поверхности изделия - дефекты текстуры.
Литье с неполным впрыском полимера
При литье с неполным впрыском (рис. 9) в пресс-форму подается расплав полимера, но после заполнения изделия на 50-60% для визуально-толстостенных и 90-95% для крупногабаритных деталей [56] впрыск полимера прекращается, и в полость формы подается газ. В крупногабаритных изделиях газ подается в так называемые газовые каналы - утолщения, предусмотренные в конструкции изделия. Газ вытесняет расплав полимера из горячих внутренних областей полости в незаполненные участки, обеспечивает полное оформление изделия.
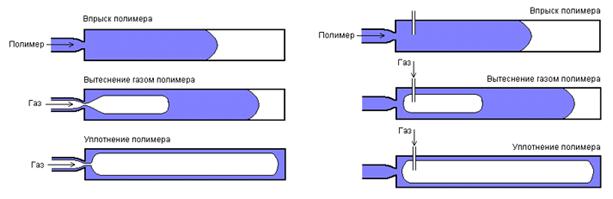
Рис. 9. Схема процесса литья с газом при неполном впрыске полимера: слева - газ подается через литниковую систему, справа - газ подается прямо в изделие [57]
К моменту подачи газа на поверхности отливки формируется корка из застывшего полимера, которая препятствует выходу газа наружу. Толщина корки определяется несколькими факторами, важнейшим из которых является "время задержки" – промежуток времени между моментом остановки впрыска полимера и началом подачи газа.
Одной из проблем в данном процессе является след на изделии на линии остановки полимера [51, 52], который иногда можно устранить изменением технологического режима.
Литье с полным впрыском с применением прибыли
Проблема следа на изделии может быть решена при 100% заполнении формующей полости расплавом перед подачей газа. Расплав полимера из внутренних областей изделия вытесняется газом в прибыль. Между изделием и прибытью устанавливают запорный клапан, который находится в закрытом состоянии во время заполнения изделия расплавом [52]. Различают варианты процесса. В первом варианте прибыль открывается перед подачей газа. Во втором варианте, запатентованном фирмой Cinpres Gas Injection, газ подается перед открытием прибыли, что позволяет дополнительно уплотнить материал.