Технология переработки из расплавов аморфных и кристаллизующихся веществ
Влияние системы охлаждения пресс-формы на уплотнение
При конструировании пресс-формы необходимо учитывать влияние системы охлаждения на процесс уплотнения. В холодноканальной пресс-форме недопустимо расположение охлаждающего канала вблизи впуска (подобные рекомендации встречаются в литературе), «пересечение» литника охлаждающим каналом. В настоящее время существуют два подхода к конструированию системы охлаждения: первый предполагает обеспечение равномерного охлаждения изделия, во втором равномерность уплотнения изделия достигается за счет его неравномерного охлаждения.
Влияние неравномерного уплотнения на коробление
Неравномерное распределение объемной усадки по изделию – одна из основных причин коробления. Коробление изделий из аморфных материалов (ПС, УПС, АБС, САН, ПММА, ПК, ПФО и т.д.), имеющих малую усадку, существенно меньше коробления из ненаполненных кристаллизующихся материалов (ПЭ, ПП, ПА 6, ПА 66, ПА 610, ПБТ и т.д.). При повышении жесткости изделия за счет увеличения основной толщины, введения ребер, использования материала с большим модулем упругости, коробление уменьшается.
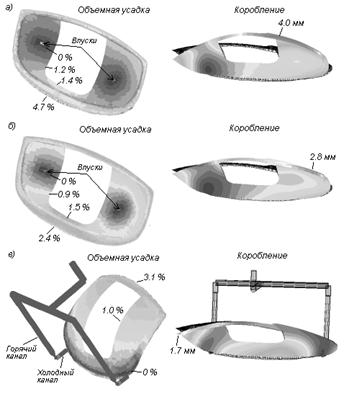
Рис. 8. Объемная усадка и коробление для изделия «Светофильтр» (расчет в MPI/Flow, MPI/Warp): а) изделие с утолщением по периметру, горячеканальная литниковая система, б) изделие без утолщения, горячеканальная литниковая система, в) изделие с утолщением по периметру, горяче-холодноканальная литниковая система. Цифрами показаны значения объемной усадки и максимального коробления. Величины деформаций модели при изображении коробления увеличены в 8 раз.
Рассмотрим влияние неравномерного уплотнения на коробление на примере изделия «Светофильтр автомобильной фары», получаемого двухцветным литьем из поликарбоната. В компьютерном анализе моделировался процесс литья только одной части изделия с использованием материала одного цвета. Изделие имело основную толщину 2.5 мм и утолщение по периметру до 4-5 мм. Расчет показал: если впуск полимера производится в центральную часть изделия (рис. 8а), то при давлении выдержки 40 МПа высокая объемная усадка в области утолщения приводит к большому короблению (4.0 мм). Применение более высокого давления выдержки в данном случае невозможно, т.к. при повышении давления в центральной части изделия возникает переуплотнение.
На рис. 8б представлены результаты расчета для изделия без утолщения. В этом случае уплотнение изделия улучшается, величина коробления уменьшается до 2.8 мм.
Для конструкции с утолщением наименьшее коробление (1.7 мм) получается при впуске в утолщение (рис. 8в). Такой впуск обеспечивается литниковой системой, содержащей горячеканальную и холодноканальную части. Реализация данного технического решения (изготовление пресс-форма и литье выполнялось в ОАО «Автосвет, г. Киржач) позволило получить изделие высокого качество.
Технологии литья, улучшающие уплотнение
Уплотнение литьевых изделий может быть улучшено при использовании специальных технологий литья. К таким технологиям относятся литье с подпрессовкой (компрессионное формование или литье с изменяющейся геометрией литьевой полости), литье с газом, литье с водой, горячеканальное литье с независимым управлением профилем давления выдержки (технология «Dynamic feed» фирмы Synventive Molding Solutions) и др. Для изделий простой формы (прямоугольный параллелепипед, пластина, диск и др.) качественное изделие может быть получено и при недоуплотнении материала, если обеспечивается только одно направление усадки. Данная технология может быть реализована за счет неравномерного «одномерного» охлаждения полости формы [31 – 33].
3.2 Разновидности процесса литья
3.2.1 Литье тонкостенных изделий
Одним из наиболее эффективных методов снижения себестоимости изделия является уменьшение толщины стенки изделия, позволяющее уменьшить расход материала и цикл литья. Однако толщина стенки менее 1 мм и время цикла литья 5-10 сек накладывают особые требования к материалу, оборудованию и пресс-форме. Поэтому говорят о технологии тонкостенного литья [34 – 38].
Можно выделить 3 типа изделий, для литья которых применяется технология тонкостенного литья. К первому типу относятся изделия из термически стабильных материалов, таких как полиэтилен, полипропилен, полистирол и др., толщиной менее 1 мм. Указанные материалы используются для изготовления упаковки, одноразовой посуды. Низкий уровень механических свойств данных материалов обычно не позволяет снизить толщину менее 0.5-0.6 мм.
Ко второму типу можно отнести технически сложные изделия толщиной менее 1 мм, отливаемые из конструкционных термопластов (АБС-пластик, полиамиды, поликарбонат, полибутилентерефталат, полиацетали и др.) и суперконструкционных материалов (полифениленсульфид, полиэфирсульфон, полиэфирэфиркетон, жидкокристаллические полимеры, полиэфиримид и др.). Данные материалы отличаются высоким уровнем механических свойств и невысокой термической стабильностью при переработке. Из этих материалов могут отливаться сверхтонкие изделия, например: электрический разъем из стеклонаполненного жидкокристаллического полимера длиной 250 мм с толщиной стенки 0.4 мм [39], миниатюрные разъемы из жидкокристаллического полимера толщиной 0.2-0.3 мм [40], корпуса электрических катушек из PA 66 и ПБТ толщиной 0.15 - 0.27 мм [41]. Существуют примеры литья и более тонких изделий, например толщиной 0.08 мм.
Тонкостенные изделия третьего типа – крупногабаритные изделия толщиной более 1 мм с отношением длина потока/толщина более 100. Литье таких изделий имеет свои особенности и здесь не рассматриваются.
Требования к литьевой машине, пресс-форме и материалу для тонкостенного литья
Рассмотрим особенности литья тонкостенных изделий 1-го и 2-го типа. Требования к литьевой машине, пресс-форме и материалу изделия при тонкостенном литье таких изделий обобщены в таблице [25-27]:
|
Литьевая машина |
Высокое давление Высокая скорость впрыска Высокое усилие замыкания Быстроходность Высокий уровень системы управления Высокий уровень гидравлической системы |
|
Пресс-форма |
Горячеканальная система Интенсивное и равномерное охлаждение Повышенные требования к центрированию Повышенная точность изготовления литниковой системы Увеличенное усилие выталкивания Увеличенные литьевые уклоны Хорошая вентиляция Надежность работы всех систем пресс-формы Повышенная прочность и износостойкость материалов пресс-формы |
|
Материал изделия |
Высокая текучесть Стабильность Способность к "быстрому литью" Высокие механические свойства |
При литье тонкостенных изделий из термически нестабильных материалов одним из наиболее критических параметров литьевой машины является скорость впрыска. При тонкостенном литье необходима очень высокая скорость впрыска т.к. материал очень быстро застывает. Литьевая машина для тонкостенного литья должна иметь гидроаккумулятор. Гидроаккумулятор увеличивает подачу масла в гидроцилиндр узла впрыска, что позволяет повысить скорость впрыска в 3 раза по сравнению с обычной машиной [2].