Технология переработки из расплавов аморфных и кристаллизующихся веществ
1 - хотя "подушка" соответствует моменту окончания выдержки под давлением (подпитки), она регулируется изменением дозы расплава. Поэтому здесь она отнесена к стадии загрузки. [19-25]
3.1 Принципы качественного литья
3.1.1 Влияние конструкции изделия и пресс-формы на процесс уплотнения при литье термопластов
Стадия уплотнения (подпитки) оказывает большое влияние на качество изделия из термопластичного материала [20, 26.27] наряду с другими стадиями литьевого цикла. После окончания заполнения отливки в литьевой полости происходит нарастание давления за счет уменьшения перепадов давления в системе сопло-литник-изделие. В процессе уплотнения уменьшение объема охлаждаемого полимера частично компенсируется за счет подачи в литьевую полость дополнительного количества полимерного расплава под давлением. При недостаточном уплотнении на литьевом изделии появляются утяжки, внутренние усадочные полости, дефекты текстуры. Недостаточное и неравномерное уплотнение может приводить к короблению изделия.
Эффективным методом изучения процесса уплотнения при литье под давлением является конечноэлементный анализ [28-30]. В примерах, которые приводятся в данном докладе, моделирование процесса впрыска, уплотнения и охлаждения отливки проводилось в программном продукте MPI/Flow, а коробления – в программном продукте MPI/Warp компании Moldflow. Процесс литья моделируется в MPI/Flow как двумерное течение сжимаемого расплава в неизотермических условиях (модель Хеле-Шоу), с учетом основных факторов, влияющих на поведение полимера в литьевом канале (теплоперенос в пристенных слоях пресс-формы, диссипативное тепловыделение при течении, тепловые эффекты сжатия-растяжения расплава и др.). В отдельных случаях учитывались входовые эффекты. Расчеты проводились при симметричном равномерном охлаждении литьевой полости. Температуры расплава и формы соответствовали средним значениям рекомендуемого диапазона переработки полимера. Скорость впрыска выбиралась так, что изменения рассчитываемой температуры фронта расплава в изделии не превышали 1-3 °С.
3.1.2 Процесс уплотнения для аморфных и кристаллизующихся материалов
Современное количественное прогнозирование процесса уплотнения базируется на использовании экспериментальной PVT-диаграммы, характеризующей сжимаемость полимера под действием давления, а также усадочные процессы в условиях, приближенных к равновесным. PVT-диаграммы аморфных и кристаллизующихся материалов (рис. 2) имеют принципиальные различия.
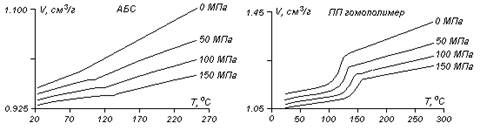
Рис. 2. PVT-диаграммы АБС-пластика (аморфный) и ПП (кристаллизующийся)
Оценка уплотнения в реальном или моделируемом процессе может производиться по максимальному давлению в пресс-форме, по зависимости давления от времени, а также по весу изделия. При моделировании наиболее эффективна оценка уплотнения по величине объемной усадки материала, рассчитываемой на момент раскрытия пресс-формы. Объемная усадка определяется на основе рассчитываемой временной зависимости температуры и давления в узлах модели на стадиях впрыска, выдержки под давлением и выдержки на охлаждение. Аморфные полимеры отличаются от кристаллизующихся невысоким уровнем объемной усадки. При оценке объемной усадки необходимо учитывать влияние неравновесных условий на усадочные процессы. Скорость охлаждения оказывает большое влияние на степень кристалличности полимера, поэтому объемная усадка кристаллизующихся материалов, рассчитываемая на основе равновесных PVT-диаграмм, оказывается завышенной по сравнению с усадкой в реальном процессе. Например, для ненаполненного ПА 6 объемная усадка, рассчитываемая на основе равновесной PVT-диаграммы, может превышать фактическую объемную усадку на 100% [31].
Проводились экспериментальные работы [31 и др.] по изучению «неравновесных» PVT–диаграмм, полученных при высокой скорости охлаждения, и их применению в конечно-элементном анализе. Однако в современном коммерческом программном обеспечении данная методика не применяется.
Вязкость полимера на стадии уплотнения
Повышение вязкости полимера затрудняет процесс уплотнения. Однако при сравнении материалов по вязкости необходимо учитывать, что течение расплава на стадии подпитки осуществляется при низких скоростях сдвига. Материал может проявлять более высокую вязкость при больших скоростях сдвига, характерных для впрыска, и меньшую вязкость при уплотнении (рис. 3).
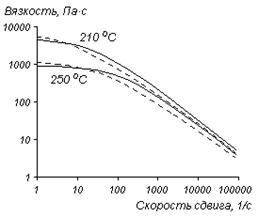
Рис. 3. Кривые течения для АБС-пластиков: Сплошная линия – Stylac ABS 100 (Asahi Kasei), пунктир – ABS 728-A (Kumho Chemicals)
Технологические параметры процесса уплотнения
Для управления подпиткой в материальном цилиндре перед шнеком должна оставаться достаточная «подушка» полимера (обычно 3-6 мм после окончания уплотнения).
Необходимо различать параметры процесса, задаваемые в системе управления литьевой машины, и параметры, реализуемые в конкретной пресс-форме. Какое бы большое время выдержки под давлением не было задано, после застывания впускного литника подача расплава полимера в литьевую полость прекращается. Однако процесс течения в незастывших внутренних слоях полимера может продолжаться за счет перераспределения давления внутри гнезда пресс-формы.
В реальном процессе время выдержки под давлением часто оценивают по весу изделия: время, при котором вес изделия перестает меняться, принимается за время выдержки. Аналогичную оценку можно проводить и в компьютерном анализе. На рис. 4 приведена зависимость веса отливки от времени для расчета (табл. 2). При проведении компьютерного анализа оценка времени выдержки под давлением обычно выполняется по рассчитываемому времени охлаждения впускного литника.
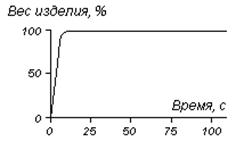
Рис. 4. Зависимость веса отливки (в % от максимального) от времени
Если давление выдержки оказывается равным максимальному давлению при впрыске, в начале процесса уплотнения наблюдается скачок давления в изделии. Для устранения этого скачка часто рекомендуется проводить «сброс давления» и задавать в качестве давления выдержки 80% от максимального давления при впрыске. Однако расчеты показывают, что оптимальное давление выдержки, определенное на основе оценки объемной усадки, в общем, не связано с максимальным давлением при впрыске и зависит от особенностей конструкции изделия и литниковой системы и вязкости материала.
Повышение давления выдержки до определенного уровня способствует улучшению уплотнения изделия. Одним из факторов, ограничивающих давление выдержки, является величина распорного усилия, развиваемого в полости формы. Распорное усилие должно быть меньше усилия замыкания термопластавтомата (необходимо предусмотреть запас 20-30%). Типовые конструкции форм обычно рассчитаны на давление в литьевой полости, не превышающее 80-100 МПа. При использовании большего давления выдержки необходимо повысить жесткость конструкции пресс-формы, например, за счет увеличения толщины плит, применения дополнительных опорных колонок и др. Слишком высокое давление выдержки приводит к переуплотнению полимера, что ведет к залипанию изделия в форме, повышению уровня остаточных напряжений, растрескиванию (для хрупких материалов).