Технология переработки из расплавов аморфных и кристаллизующихся веществ
Средняя зона может состоять из двух слоев с различными размерами сферолитов: в наружном слое этой зоны, охлаждающемся со скоростью больше V¢пр возникают неразвитые сферолиты, внутренние слои охлаждаются с меньшими скоростями, меньшими V¢пр, и поэтому в ней возникают развитые сферолитные образования ( в это время, в период подпитки, низкие скорости течения и низкие напряжения сдвига). В случае литья материала в подогретую форму образуется одна зона, а скорость охлаждения в различных слоях зоны ниже предельной V¢пр.
Центральная зона может состоять также из двух зон. Эта зона образуется при охлаждении с низкими скоростями охлаждения и почти без сдвиговых напряжений, поэтому она состоит из развитых неориентированных сферолитов. Образование двух слоев определяют условия формования: наружный слой - без микропор, внутренний с микропорами; при охлаждении под давлением микропоры не возникают, при частичном охлаждении под давлением в незатвердевшем до снятия давления материале в результате усадки возникают микропоры.
Механические свойства изделий из кристаллизующихся полимеров связаны со слоевой структурой. Зоны центральная и средняя по механическим свойствам мало отличаются. Поверхностная зона оказывает решающее значение на свойства изделия и ее учитывают в расчетах на работоспособность в зависимости от структуры.
Влияние технологических параметров на слоевую структуру изделий
Эти параметры влияют на структуру, размеры слоев и зон изделий из кристаллизирующихся полимеров и их свойства. Требуемую структуру с заданными размерами зон и слоев в зависимости от условий эксплуатации изделия можно получить путем выбора технологических параметров.
Толщина поверхностной зоны зависит от температуры материала Т0 и прессформы Тф и времени ее заполнения. Увеличение Т0 и Тф уменьшает толщину этой зоны, а увеличение времени заполнения увеличивает ее. Толщина средней зоны также будет меньше при повышении Т0 и Тф и времени впуска; повышение давления Р и времени выдержки увеличивают толщину средней зоны. Толщина центральной зоны увеличивается с увеличением Т0 и Тф и практически не зависит от заполнения, давление оказывает незначительное влияние на нее.
2. Технология экструзии полимеров
Экструзия – способ получения изделий или полуфабрикатов из полимерных материалов неограниченной длины путем выдавливания расплава полимера через формующую головку (фильеру) нужного профиля. Экструзия, наряду с литьем пластмасс под давлением, является одним из самых популярных методов изготовления пластмассовых изделий. Экструзии подвергаются практически все основные типы полимерных материалов, как термопласты, таки и реактопласты, а также эластомеры.
В основном для экструзии пластмасс применяют шнековые, или червячные, экструдеры. Также существуют дисковые экструдеры. Для успешного производства продукции методом экструзии недостаточно только одного экструдера. Кроме него необходимо иметь еще несколько единиц оборудования, вместе составляющих экструзионную линию. Кроме того, существуют выдувные экструдеры, которые применяются в установках по получению изделий методом экструзионно-выдувного формования. Их описание, не входит в данную статью. Практически не встречаются экструдеры с вертикальными шнеками.
2.1 Типы и устройство экструдеров
1. Червячные экструдеры подразделяются на одношнековые, двухшнековые и многошнековые.
Наиболее простым оборудованием для экструзии является одношнековый (одночервячный) экструдер без зоны дегазации (рис. 1). Такие экструдеры широко применяются для производства пленок, листов, труб, профилей, в качестве одной из составных частей линий-грануляторов и т.д. Основными элементами экструдера являются обогреваемый цилиндр, винтовой шнек (с охлаждением или без него), сетки, размещаемые на решетке, и адаптер.
В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля с разным шагом и глубиной витков. В зависимости же от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т. е. с малым или большим отношением длины L к диаметру D шнека (L/D). Значения D и L/D являются основными характеристиками одношнекового экструдера. Типоразмерный ряд экструдеров, выпускавшихся в Советском Союзе был основан на диаметрах шнека: D = 20; 32; 45; 63; 90; 125; 160; 200; 250 и 320 мм.
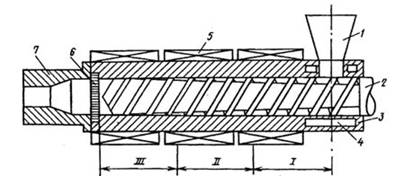
Рис. 1. Схема одношнекового экструдера: 1- бункер; 2- червяк (шнек); 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- формующая головка с адаптером
2. Двухшнековые экструдеры могут применяться как в тех же случаях, что и одношнековые, так и в специальных условиях, когда одношнековые экструдеры не справляются с задачами. В российских реалиях двухшнековые экструдеры в подавляющем большинстве случаев используются для экструзии ПВХ (поливинилхлорида) в изделия строительного назначения. Технология процесса экструзии ПВХ зачастую подразумевает применение порошкообразного основного сырья (ПВХ-композиции), которую невозможно переработать на стандартной одношнековой экструзионной линии. Как правило, двушнековые экструдеры в обязательном порядке оснащаются устройством дегазации. Двухшнековые экструдеры различают двух основных типов:
· экструдеры со шнеками, находящимися в зацеплении (с однонаправленным или противоположно направленным вращением шнеков);
· экструдеры со шнеками, не находящимися в зацеплении (с однонаправленным или противоположно направленным вращением шнеков).
3. Многошнековые экструдеры применяются сравнительно редко. К таким экструдерам можно отнести четырехшнековый экструдер, а также планетарный экструдер. Червячная система последнего состоит из одного центрального червяка и еще, как правило, 6 дополнительных шнеков, расположенного вокруг основного на одинаковом радиальном расстоянии. Эти шнеки называют планетарными, отсюда и название экструдера. Такая конструкция позволяет перерабатывать материалы, склонные к быстрой термической деструкции (часто – композиции ПВХ) без применения высоких температур, но со значительным смесительным эффектом и интенсивной дегазацией расплава.
4. Дисковые экструдеры относятся к достаточно редкому типу экструзионных машин современности. Работа дискового экструдера основана на перемещении полимерного материала и создании давления за счет адгезии полимера к подвижным частям экструдера. Такие экструдеры могут быть как однодисковыми, так и многодисковыми. Последний является наиболее современным вариантом и позволяют давать давление расплава на выходе в несколько раз превышающее давление расплава стандартного одношнекового экструдера. Однако, обычно это преимущество нивелируется высокой стоимостью многодискового экструдера вследствие его конструкционной сложности.
2.2 Поведение полимера при экструзии
Поведение полимера внутри экструдера рассмотрим на примере одношнековой экструзии гранулированного материала. Технологический процесс экструзии складывается из последовательной пластикации и перемещения материала вращающимся шнеком в зонах материального цилиндра. Различают следующие зоны – питания (I), пластикации (II), дозирования расплава (III).