Газовая резка нержавеющей сталиРефераты >> Металлургия >> Газовая резка нержавеющей стали
Плазменная резка. При плазменной резке обрабатываемый материал не включается в электрическую цепь дуги. Острое кинжалообразное пламя дуговой плазмы используют для расплавления обрабатываемого материала, при сварке и резке металлов, в том числе тугоплавких, а также при резке и плавлении неэлектропроводных материалов.
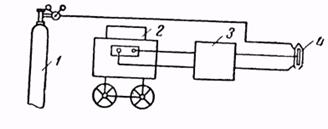
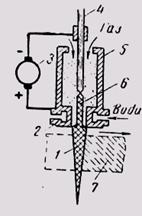
Схема процесса изображена на рис. 6. Постоянный ток источника.?подводится: минус— к вольфрамовому электроду 4, плюс—к формирующему дугу медному соплу 2, охлаждаемому водой. Возникающая между электродом и соплом дуга 6 под действием потока газа (аргона, гелия, азота, водорода или их смесей), продуваемого через мундштук 5, образует язык плазмы /, проплавляющий разрезаемый материал 7. Установка для резки (рис. 7) состоит из баллона / с рабочим газом, источника постоянного тока 2, распределительного устройства 3 с аппаратурой управления процессом и резака 4.
Наиболее эффективно резка протекает при использовании смеси 80% аргона и 20% азота. При резке нержавеющей стали толщиной 5 мм током 300 а скорость резки достигает 65 м/ч. Резку ведут при минимальном зазоре между мундштуком и металлом, в некоторых случаях даже касаясь торцом мундштука поверхности металла. Рез получается очень узкий, равный вверху диаметру капала сопла.
В нижней части ширина реза меньше, чем в верхней. Дугу возбуждают кратковременным касанием концом электрода кромок сопла, для чего в головке имеется устройство для осевого перемещения электрода вниз. Сначала в мундштук пускают газ, затем опусканием электрода возбуждают дугу. В первоначальное положе ниеэлектрод возвращается под действием пружины. Резка производится ручным способом или механизированным, на резательных машинах, применяемых для плазменно-дуговой резки.
| ||||
| ||||
Кислородно-дуговая резка. Кислородно-дуговую резку применяют для углеродистой стали. Металл расплавляется электрической дугой, а струя кислорода служит для сжигания металла и выдувания шлаков из места разреза. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340—400 мм, изготовляемые протяжкой из стальной полосы. Снаружи трубки-электроды покрывают обмазкой для устойчивости горения дуги. При резке электрод опирают концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки. Образующийся на конце электрода козырек из обмазки обеспечивает необходимую длину дуги при резке.
Недостатком стальных электродов является их большой расход вследствие быстрого сгорания—за 40—50 сек. Более стойкими являются керамические трубчатые электроды из карбида кремния (карборунда) или карбида бора, покрытые металлической оболочкой и обмазкой. Карборундовый электрод диаметром 12 мм и длиной 300 мм может работать 30—40 мин при токе 300—350 а. Недостатком керамических электродов является их высокая стоимость. Трубчатые электроды можно применять при вырезке отверстий в стали толщиной до 100 мм, резке профильного проката, пакетной резке листов и других работах.
Применяют также последовательно-струйный способ кислородно-дуговой резки стали толщиной до 50 мм. При этом способе к обычному электрододержателю для дуговой сварки присоединяют резательную приставку, с помощью которой подается струя кислорода на металл, расплавленный дугой. При резке мундштук перемещают вслед за электродом. Резка этим способом может производиться на постоянном или переменном токе. Для этого способа резки пригодны электроды любых марок. Можно использовать также углеродистую проволоку любой марки диаметром 5 мм, покрытую обмазкой из 20% мела и 80% каменноугольного шлака. При диаметре проволоки 5 мм ток берут 200 — 250 а. Качество реза и производительность при этом способе резки примерно такие же, как при ручной ацетилено-кпелородной резке.
Кислородно-флюсовая резка
При обычной кислородной резке высоколегированная хромистых и хромоникелевых нержавеющих сталей на поверхности реза образуется пленка тугоплавких окислов хрома, имеющих температуру плавления около 2000 0 С и препятствующих дальнейшему окислению металлов в месте реза. Поэтому кислородная резка этих сталей требует применения особых приемов и способов.
До разработки способа кислородно-флюсовой резки нержавеющих сталей пользовались приемами резки, схематически изображенными на рис. 8, основанными на создании вблизи поверхности реза участков металла с высокой температурой нагрева, способствующих расплавлению пленки окислов хрома. Это достигалось введением в разрез дополнительного тепла от сгорания присадки из малоуглеродистой стали. В качестве таковой использовалась стальная полоска, уложенная вдоль линии реза (рис. 8, а), или валик, наплавленный металлическим электродом (рис. 8, б). Выделяющееся при сгорании железа тепло, а также переходящее в шлак железо (полоски или наплавки) и его окислы способствуют разжижению и удалению окислов хрома. Этими способами можно было резать нержавеющую сталь небольшой толщины (10—20 мм), при этом качество реза и.производительность низкие, резка протекает неустойчиво и часто прерывается.
Лучшие результаты получают при непрерывном введении в рез прутка из низкоуглеродистой стали диаметром 10—15 мм (рис. 8, в). При соответствующем навыке этим способом можно выполнять отрезку прибылей отливок толщиной до 400 мм. Существенным недостатком способа является необходимость выполнения резки двумя рабочими: один должен быстро подавать пруток в зону резки, а второй — вести резку. При резке необходима повышенная мощность подогревающего пламени. Рез получается широким, скорость резки низкая (при толщине 40 мм — 100 мм/мин, при 80 мм —70 мм/мин и при 200 мм —20 мм/мин), а качество поверхности реза — плохое.
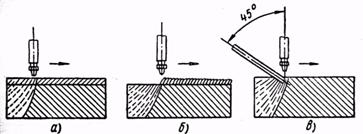
Рис. 8 Способы ручной кислородной резки высоколегированных нержавеющих сталей
a— наложением полоски из малоуглеродистой стали вдоль линии реза;
б — наплавка вдоль линии реза валика металлическим электродом из низкоуглеродистой стали;
в — введение в разрез прутка из низкоуглеродистой стали.