Литьё цветных металлов в металлические формы - кокилиРефераты >> Металлургия >> Литьё цветных металлов в металлические формы - кокили
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ 2
СУЩНОСТЬ ПРОЦЕССА. ОСНОВНЫЕ ОПЕРАЦИИ. ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ 3
КОКИЛИ 6
Общие сведения. 6
Элементы конструкции кокилей. 7
Материалы для кокилей. 9
Изготовление кокилей. 10
Стойкость кокилей и пути ее повышения. 11
ТЕХНОЛОГИЯ ЛИТЬЯ В КОКИЛЬ 13
Технологические режимы литья. 13
Особенности изготовления отливок из различных сплавов. 15
Отливки из алюминиевых сплавов. 16
Отливки из магниевых сплавов. 19
Отливки из медных сплавов. 20
Финишные операции и контроль отливок из цветных сплавов. 21
Дефекты отливок из цветных сплавов и меры их предупреждения. 21
СУЩНОСТЬ ПРОЦЕССА. ОСНОВНЫЕ ОПЕРАЦИИ. ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ
 Кокиль (от франц. coquille) — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кок и ли состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.
Кокиль (от франц. coquille) — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кок и ли состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.
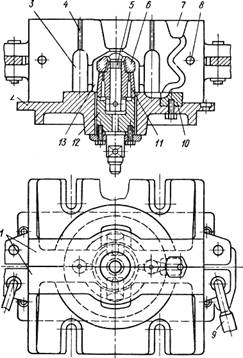
Кокиль (рис. 2.1) обычно состоит из двух полуформ 1, плиты 2, вставок 10. Полуформы взаимно центрируются штырями 8, и перед заливкой их соединяют замками 9. Размеры рабочей полости 13 кокиля больше размеров отливки на величину усадки сплава. Полости и отверстия в отливке могут быть выполнены металлическими 11 или песчаными 6 стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав заливают в кокиль через литниковую систему 7, выполненную в его стенках, а питание массивных
![]() узлов отливки осуществляется из прибылей (питающих выпоров) 3. При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные выпоры 4, пробки 5, каналы 12, образующие вентиляционную систему кокиля.
узлов отливки осуществляется из прибылей (питающих выпоров) 3. При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные выпоры 4, пробки 5, каналы 12, образующие вентиляционную систему кокиля.
Основные элементы кокиля — полуформы, плиты, вставки, стержни т. д.— обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в практике используют кокили различных, весьма сложных конструкций.
 Основные операции технологического процесса.
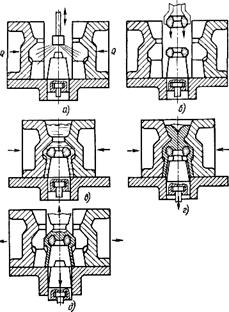
Основные операции технологического процесса. ![]() Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия (рис. 2.2, а) — облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки.
Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия (рис. 2.2, а) — облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 423—453 К. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Обычно температура нагрева кокиля перед заливкой 473—623 К. Затем в кокиль устанавливают песчаные или керамические стержни (рис. 2.2, б), если таковые необходимы для получения отливки; половины кокиля соединяют (рис. 2.2, в) и скрепляют специальными зажимами, а при установке кокиля на кокильной машине с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т. е. частично извлекают из отливки (рис. 2.2, г) до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля (рис. 2.2, д). Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется.
Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность кокиля 1—2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения,
Как видно, процесс литья в кокиль — малооперацион-н ы и. Манипуляторные операции достаточно просты и кратковре-менны, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное — исключается трудоемкий и материалоемкий процесс изготовления формы: Кокиль используется многократно.
Особенности формирования и качество отливок. Кокиль — металлическая форма, обладающая по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотвор-. ностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т. е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, ферритографитная эвтектика, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.