Литьё цветных металлов в металлические формы - кокилиРефераты >> Металлургия >> Литьё цветных металлов в металлические формы - кокили
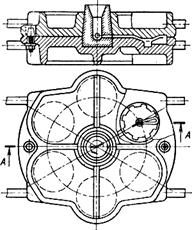
![]() Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
Кокили со сложной (комбинированной) поверхностью разъема (рис. 2.5) используют для изготовления отливок сложной конфигурации.
По числу рабочих полостей (гнезд), определяющих возможность одновременного, с одной заливки, изготовления того или иного количества отливок, кокили разделяют на одноместные (см. рис. 2.1) и многоместные (см. рис. 2.4).
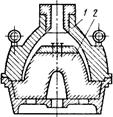
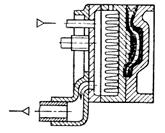
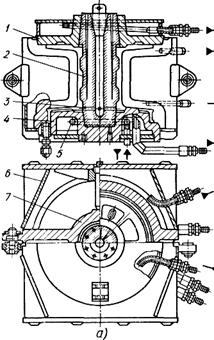
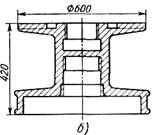
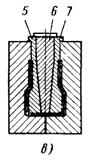
В зависимости от способа охлаждения различают кокили с воздушным (естественным и принудительным), с жидкостным (водяным, масляным) и с комбинированным (водо-воздушным и т. д.) охлаждением. Воздушное охлаждение используют для малотеплонагруженных кокилей. Водяное охлаждение используют обычно для высокотеплонагруженных кокилей, а также для повышения скорости охлаждения отливки или ее отдельных частей. На рис. 2.6 представлен кокиль с воздушным охлаждением. Ребра на стенках кокиля увеличивают поверхность соприкосновения охладителя — воздуха — с кокилем и соответственно теплоотвод. На рис. 2.7 представлен водоохлаждаемый кокиль для отливки барабана шахтной лебедки из высокопрочного чугуна. Вода подается раздельно в обе половины кокиля, нижнюю плиту и верхнюю крышку.
Элементы конструкции кокилей
Кокиль, как и любая литейная форма,— ответственный и точный инструмент. Технические требования к кокилям оговорены ГОСТом. Конструктивное исполнение основных элементов кокилей — полуформ, плит, металлических стержней, вставок — зависит от конфигурации отливки, а также от того, предназначена ли форма для установки на кокильную машину.
К основным конструктивным элементам кокилей относят:
![]()
формообразующие элементы — половины кокилей, нижние плиты (поддоны), вставки, стержни; конструктивные элементы — выталкиватели, плиты выталкивателей, запирающие механизмы, системы нагрева и охлаждения кокиля и отдельных его частей, вентиляционную систему, центрирующие штыри и втулки.
Корпус кокиля или его половины выполняют коробчатыми, с ребрами жесткости. Ребра жесткости на тыльной, нерабочей стороне кокиля делают невысокими, толщиной 0,7—0,8 толщины стенки кокиля, сопрягая их галтелями с корпусом. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль, конструкции кокиля. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, достаточную жесткость кокиля и минимальное его коробление при нагреве теплотой залитого расплава, стойкость против растрескивания.
Размеры половин кокиля должны позволять размещать его на плитах кокильной машины. Для крепления на плитах машины кокиль имеет приливы.
Стержни в кокилях могут быть песчаными и металлическими.
Песчаные стержни для кокильных отливок должны обладать пониженной газотворностью и повышенной поверхностной прочностью. Первое требование обусловлено трудностями удаления газов из кокиля; второе — взаимодействием знаковых частей стержней с кокилем, в результате чего отдельные песчинки могут попасть в полость кокиля и образовать засоры в отливке. Стержневые смеси и технологические процессы изготовления песчаных стержней могут быть различными — по горячим ящикам (сплошные и оболочковые стержни), из холоднотвердеющих смесей и т. д.
В любом случае использование песчаных стержней в кокилях вызывает необходимость организации дополнительной технологической линии для изготовления стержней в кокильном цехе. Однако в конечном счете использование кокилей в комбинации с песчаными стержнями в большинстве случаев оправдывает себя экономически.
Металлические стержни применяют, когда это позволяют конструкция отливки и технологические свойства сплава. Использование металлических стержней дает возможность повысить скорость затвердевания отливки, сократить продолжительность цикла ее изготовления, в отдельных случаях повысить механические свойства и плотность (герметичность). Однако при использовании металлических стержней возрастают напряжения в отливках, увеличивается опасность появления в них трещин из-за затруднения усадки.
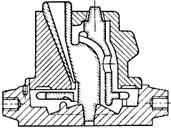
Металлические стержни, выполняющие наружные поверхности отливки, называют вкладышами (рис. 2.8, а). Вкладыши затрудняют механизацию и автоматизацию процесса, так как их уста-
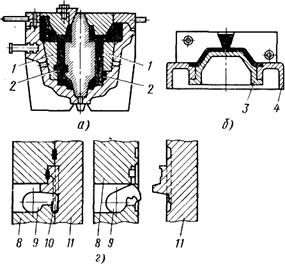
навливают и удаляют вручную. Металлические тержни, выполняющие отверстии и полости простых очертаний (рис. 2.8, б, см. рис. 2.1.) до момента полного извлечения отливки «подрывают» для уменьшения усилия извлечения стержня. Полости более сложных очертаний выполняются разъемными (рис. 2.8, в) или поворотными (рис. 2.8, г) металлическими стержнями.
Для надежного извлечения стержней из отливки они должны иметь уклоны 1—5°, хорошие направляющие во избежание перекосов, а также надежную фиксацию в форме.
Во многих случаях металлические стержни делают водоохлаж-даемыми изнутри. Водяное охлаждение стержня обычно включают после образования в отливке прочной корочки. При охлаждении размеры стержня сокращаются так, что между ним и отливкой образуется зазор, который уменьшает усилие извлечения стержня из отливки.
![]()
 Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.
Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.