Технология производства эпоксидных смол
Эпоксидные матрицы могут быть изготовлены литьем, но чаще требуются матрицы, армированные стекловолокном. Процесс начинается с нанесения разделительного слоя и декоративного слоя. Перед укладкой слоев на углы и во впадины модели кладутся жгуты (стеклянные и хлопковые волокла, пропитанные смолой). Это предотвращает появление воздуха в этих точках во время процесса выклейки. Стеклоткань можно предварительно пропитывать жидкой смолой или укладывать стеклоткань сухую и каждый слой промазывать смолой В некоторых случаях для получения более жестких систем с большим содержанием стекла матрица во время отверждения может вакуумироваться.
2.1.2.3 Системы из эпоксидных смол для штампования металла
Эпоксидные системы хотя и непригодны для режущих инструментов, но могут использоваться для штамповки металлических изделий в тех случаях, когда это позволяют прочностные характеристики эпоксида. Эпоксидные штампы могут быть отлиты или, чаще, для большей прочности, выклеены
Эпоксидные штампы используются дли штамповки изделий из латуни и других сплавов на основе меди, маркой стали, нержавеющей стали, титана и т. д. Из алюминия, например, с помощью эпоксидных штампов изготавливались изделия с толщиной 0,5 мм. Для более жестких листов и в тех случаях, когда требуется получение сложней формы, необходимо укреплять штампы металлическими вставка , так как прочность на сжатие эпоксида может быть недостаточной в местах с высокими концентрациями напряжений.
Использование эпоксидно-металлических штампов дает хорошие результаты вследствие их высоких прочностных свойств и хорошей теплопроводности.
При создании эпоксидных композиций для штамповки металлов обычно не добиваются получения высокой жесткости конструкции. Гораздо важнее прочность на сжатие Невысокая жесткость может быть компенсирована созданием надлежащего штамподержателя. В пуансонах, где важна ударная вязкость, наиболее ответственным фактором является поверхностная твердость. И для пуансона, и для матрицы в процессе штамповки требуется некоторая упругость; упругость создает плавность воздействия на штампуемый лист и помогает избежать возникновения складок на изделии. Упругость обычно создаётся облицовкой отлитого пуансона и облицовкой выклеенной матрицы.
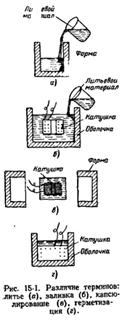
2.1.3 Литье, заливка, капсулирование, герметизация
Можно выделить четыре метода применения эпоксидных композиций: блочная отливка, вакуумная заливка, заливка под давлением, окунание.
Блочная отливка. Она определяется как заливка на открытом воздухе при обычных условиях. Необходимо получить изделие без пустот и раковин, даже используя компаунды с небольшой вязкостью. Пузырьки образуются в компаунде, во время перемешивания, и особенно много их появляется во время заливки. Эти пузырьки могут быть полностью устранены применением нескольких приемов. Применяется тщательное перемешивание или катализаторы, позволяющие проводить отверждение при комнатной температуре, время жизни компаунда должно быть достаточно большим, чтобы можно было устранить пузырьки.
На практике нагревание почти также хорошо устраняет пузырьки, как и вакуумирование. Koгда пузырьки устранятся в достаточной степени, компаунд должен быть осторожно и медленно перелит в форму. Хорошие результаты дает нагревание самих форм. Затем залитое изделие должно быть немедленно нагрето до температуры, при которой происходит отверждение. Если эта температура выше комнатной, то будет наблюдаться быстрое уменьшение вязкости и оставшиеся пузырьки легче устранятся.
Вакуумная заливка. Вакуумная технология хороша практически для всех применений и по возможности проводится вместе с пропиткой под давлением. Определяя тот вакуум, который требуется в этом случае, надо руководствоваться задачами заполнения формы и давлением паров (парциальным давлением) компонентов эпоксидной композиции.
Рис
Некоторые реакционноспособные разбавители очень легко испаряются, и степень вакуума должна быть всегда такой, чтобы избежать улетучивания отвердителя. Следует предусмотреть ловушки для предотвращения попадания в атмосферу летучих продуктов. Они могут также загрязнять масло в насосе. Хорошо, когда низкий вакуум достаточен для того, чтобы компаунд натек в форму. Если же необходим высокий вакуум, то требуется особая осторожность в выборе эпоксидной композиции. Поэтому следует тщательно изучить вещества, входящие в композицию, прежде чем их применять. Если влажность слишком велика, то необходимо ее уменьшить сушкой или предварительным вакуумированнем. Там, где, конечно, возможно, хорошо производить заливку под вакуумом. Это устраняет пузырьки воздуха, находящиеся в компаунде и сушит компаунд.
Заливка методом окунания. Технология состоит из окунания в смолу изделий, которые требуется залить или капсулнровать. Компаунд, используемый для этих целей, должен иметь большую вязкость, чтобы он не стекал с изделий, а отвердитель должен быть таков, чтобы он мог обеспечить компаунду большое время жизни.
Заливка больших изделий или изделий, имеющих сложную форму. Когда производится заливка больших объемов, за исключением литья сильнонаполненными композициями, то существует опасность образования трещин. Изменение температуры по объему и местная усадка создают очень высокие напряжения во время отверждения. Высокая энергия экзотермической реакции создает условия для большой летучести отвердителя и модификаторов, что в свою очередь является причиной образования пузырьков. Лучшими отвердителями для больших отливок являются ангидриды и эпоксидно-фенольные смеси, так как они обладают меньшей энергией реакции.
Для уменьшения критических параметров хорошо применять наполнители и пластификаторы. Во многих случаях наиболее рациональным решением является заливка по стадиям; по этому методу большие заливки формируются из отдельных слоев компаундов, причем каждый последующий слой накладывается после отверждения или по крайней мере после процесса гелеобразовання в предыдущем.
Заливка композициями с большим содержанием наполнителей. Для некоторых целей, возможно, использовать маловязкие композиции и работать с ними при повышенных температурах. В этом случае нужно вводить большое количество наполнителей. Иногда возможно готовить такие композиции без существенного увеличения вязкости. Эту технологию полезно применять для заливки или капсулирования изделий, требующих хорошей пропитки и высоконаполненной оболочки. Лучше, чем проведение этого процесса в две стадии, является метод, по которому изделие покрывается сухим наполнителем и затем все вместе пропитывается ненаполненной композицией. В этом случае вакуум при пропитке должен быть ниже 1 мм рт ст.
2.1.4 Стеклопластики на основе эпоксидных смол
Эпоксидные смолы применяются в качестве связующих в производстве стеклопластиков. Они обладают хорошей адгезией к стекловолокну, могут отверждаться на холоду, не дают усадки при отверждении. Это позволяет получать на их основе высокопрочные стеклопластики. Для их формирования достаточно лишь контактного давления. На свойства стеклопластиков большое влияние оказывает вид отвердителя.