Конструирование и расчет балочной клетки и колонны при проектировании рабочей площадки производственного зданияРефераты >> Строительство >> Конструирование и расчет балочной клетки и колонны при проектировании рабочей площадки производственного здания
При принятом шаге поперечных ребер жесткости а = 3 м, отношение ![]()
Отношение ![]() – предельного значения, определенного при
– предельного значения, определенного при ![]() и
и![]() линейной интерполяцией по [1, табл.24].
линейной интерполяцией по [1, табл.24].
Локальное критическое напряжение
![]()
где с1 = 58,3 – коэффициент, определенный по [1, табл.23] в зависимости от δ;
![]()
Проверяем местную устойчивость стенки
![]() .
.
Стенка устойчива.
5.7 Проверка жесткости главной балки
При равномерно распределенной нагрузке на балку
 где α = 1,03 – коэффициент, учитывающий увеличение прогиба балки за счет уменьшения ее жесткости у опор, вызванного изменением сечения балки по длине.
где α = 1,03 – коэффициент, учитывающий увеличение прогиба балки за счет уменьшения ее жесткости у опор, вызванного изменением сечения балки по длине.
5.8 Расчет соединения пояса со стенкой
Соединение выполняется автоматической сваркой угловыми непрерывными швами одинаковой толщины по всей длине балки.
Сравниваем
![]()
Поясные швы при ![]() рассчитываются по металлу шва по формуле
рассчитываются по металлу шва по формуле
![]()
где ![]() –усилие на единицу длины шва (1 см) от поперечной силы Qmax на опоре, сдвигающее пояс относительно стенки;
–усилие на единицу длины шва (1 см) от поперечной силы Qmax на опоре, сдвигающее пояс относительно стенки;
Sf – статический момент пояса относительно нейтральной оси;
![]() – при расчете по металлу шва;
– при расчете по металлу шва;
βz = 1,15 – при расчете по металлу границы сплавления;
![]() и
и ![]() – коэффициенты условий работы шва, равные 1;
– коэффициенты условий работы шва, равные 1;
![]() – расчетное сопротивление сварного соединения при расчете по металлу шва, принимаемое по [1,табл. 56*] в зависимости от марки сварочной проволоки, которую выбирают по [1,табл. 55*] для автоматической сварки стали принятого класса;
– расчетное сопротивление сварного соединения при расчете по металлу шва, принимаемое по [1,табл. 56*] в зависимости от марки сварочной проволоки, которую выбирают по [1,табл. 55*] для автоматической сварки стали принятого класса;
![]() – расчетное сопротивление сварного соединения при расчете по границе сплавления;
– расчетное сопротивление сварного соединения при расчете по границе сплавления;
![]() – нормативное сопротивление основного металла, принимаемое по [1,табл.51*].
– нормативное сопротивление основного металла, принимаемое по [1,табл.51*].
![]()
Определяем требуемый катет сварного шва

Согласно [1,табл.38*] при толщине более толстого из свариваемых элементов tf = 25 мм конструктивно принимаем минимальный катет шва для автоматической сварки ![]()
5.9 Конструирование и расчет опорной части главной балки
Передача нагрузки от главной балки, установленной сверху на колонну, осуществляется через торцевое опорное ребро. Торец ребра рассчитывается на смятие, для чего он острагивается. Выступающая часть а не должна быть больше 1,5th (рис. 13) и принимается 20 мм.
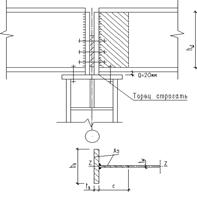
Рис. 13. К расчету опорной части балки
Опорная реакция ![]()
Определяем площадь смятия торца ребра
![]()
где ![]() – расчетное сопротивление торцевой поверхности принимается по [1,табл.51*].
– расчетное сопротивление торцевой поверхности принимается по [1,табл.51*].
Принимая ширину ребра, равной ширине пояса балки у опоры ![]() определяем толщину ребра
определяем толщину ребра
![]()
По конструктивным соображениям рекомендуется толщину опорного ребра принимать ![]() .
.
Принимаем опорное ребро из листа 300´16 мм с площадью Ah = 48 см2.
Местная устойчивость ребра проверяется по формуле
![]()
Ребро устойчиво.
Опорная часть главной балки из своей плоскости (относительно оси z-z) проверяется на устойчивость как условная центрально-сжатая стойка с расчетной длиной ![]() . Расчетное сечение включает в себя площадь опорного ребра Ah и площадь устойчивого участка стенки, примыкающего к ребру, шириной
. Расчетное сечение включает в себя площадь опорного ребра Ah и площадь устойчивого участка стенки, примыкающего к ребру, шириной
![]()
Определяем площадь стойки
![]()
Момент инерции
![]()
Радиус инерции
![]()
Гибкость
![]()
![]()
По формуле 8 [1] φ = 0,959 – коэффициент продольного изгиба
Условие устойчивости центрально-сжатой стойки
![]()
Опорная часть балки устойчива.
5.10 Проектирование монтажного стыка главной балки
5.10.1. Монтажный стык на сварке
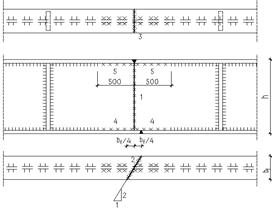
Рис. 14. Монтажный стык главной балки на сварке
Стык элементов балки осуществляется стыковыми швами. Расчетные сопротивления сварных соединений для любого вида сварки принимаются: при сжатии соединения независимо от методов контроля качества швов Rwy = Ry; при растяжении и изгибе с физическим контролем качества швов – Rwy = Ry, непроверенного физическими методами контроля – Rwy = 0,85Ry.
На монтаже физические способы контроля затруднены, поэтому расчет растянутого стыкового соединения производится по его пониженному расчетному сопротивлению. Сжатый верхний пояс и стенка соединяются прямым швом, растянутый пояс – косым швом для увеличения длины шва, так как действительное напряжение в поясе σ превышает Rwy.
Для обеспечения качественного соединения при ручной сварке, сваривая элементы толщиной более 10 мм, производится V-образная разделка кромок.
Для уменьшения сварочных напряжений соблюдается определенный порядок сварки (на рис.14 показанный цифрами): сначала свариваются поперечные стыковые швы стенки и поясов, имеющие наибольшую усадку, последними завариваются угловыми швами, имеющими небольшую продольную усадку, участки длиной по 500 мм, оставленные незаверенными на заводе. Это позволяет при монтаже совместить торцы свариваемых элементов отправочных марок, имеющих отклонение в размерах в пределах технологических допусков, и дает возможность поясным листам несколько вытянуться при усадке поперечных швов. Для ручной сварки монтажных стыков применяются электроды Э50.