Резьборежущий инструментРефераты >> Технология >> Резьборежущий инструмент
Резьбовым микрометром измеряют средний диаметр болта прямым методом, т.е. результаты измерений отсчитывают непосредственно по шкале прибора. Цена деления шкалы барабаны резьбового микрометра 0,01мм. Средний диаметр резьбы можно измерить также косвенным методом трех проволочек. Этот метод заключается в том, что во впадины резьбы болта по обе стороны закладывают три проволочки одинакового известного диаметра, затем микрометром с плоским наконечником определяют расстояние М между внешними поверхностями проволочек (рис.28).
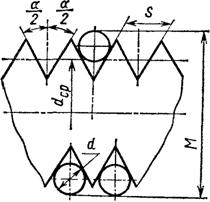
Рис.28. Метод трех проволочек.
Шаг резьбы измеряют резьбовыми шаблонами, которые представляют собой наборы плоских стальных пластинок с вырезанным профилем резьбы разных шагов. Профиль проверяемой резьбы (по образующей) совмещают с одной из пластинок шаблона. При правильном изготовлении шага совмещение профиля резьбы и шаблона не дает световой щели.
Для количественной оценки погрешности шага резьбы применяют шагомеры (стационарные и насадные). Наибольшее распространение имеют накладные шагомеры, которые представляют собой рамку с двумя (или тремя) стержнями, оканчивающимися шаровыми наконечниками. Стержни соединяют с измерительным инструментом (миниметром), а шаровые наконечники вводят во впадины измеряемой резьбы. Если шагомер имеет три измерительных стержня, то ось измерительного наконечника устанавливают в плоскости, нормальной к виткам резьбы, а при двух измерительных стержнях шагомер определяет шаг в осевой плоскости резьбы. Результат измерения представляет размер суммы нескольких шагов. Для того чтобы найти значение одного шага, нужно размер по шагомеру разделить на число ниток шаровыми наконечниками шагомером.
Если в качестве измерительного инструмента применяют миниметр или другой прибор для сравнительного метода измерений, то на шкале прибора будет отражена накопленная погрешность шаг в пределах длины измерения. При делении накопленной погрешности на число ниток находят среднее отклонение шага резьбы; при этом прибор должен быть настроен по мерным плиткам на номинальное значение общей проверяемой длины.
В гайках или гнездах под шпильки резьбу проверяют резьбовыми и гладкими калибрами. Проходная резьбовая пробка имеет укороченный профиль и 2,5…3 витка резьбы. Непроходная пробкам может ввинчиваться в гайку не более чем на два оборота. Внутренний диаметр резьбы кроме микрометра проверяют предельными гладкими пробками. Конструкции и основные размеры резьбовых пробок стандартизованы.
Выводы:
1. Фрезерование резьбы охватывающими головками значительно повышает производительность обработки по сравнению с фрезами внешнего касания за счет увеличения длины контакта режущего инструмента с изделием.
2. Наилучшей конструкцией охватывающих фрез является фреза с круглыми гребенками, с клееным твердосплавным кольцом. Такая конструкция обеспечивает наибольшее количество переточек и дает возможность многократно использовать стальное основание.
3. Наиболее точным методом обработки резьбовых канавок на твердосплавном инструменте является алмазное шлифование, а наиболее производительным — электрохимическое шлифование алмазными кругами.
4. Для внедрения охватывающего резьбофзерованния в промышленность необходимо наладить серийный выпуск гаммы резьбофрезерных станков, дающих возможность фрезеровать резьбу охватывающим методом.
5.Для обработки резьбы в крупносерийном и массовом производстве, лучше применять универсальный резьбофрезерный станок модели МА-11, а для шлифования резьбы применяют универсальные резьбошлифовальные станки отечественного производства модели 5К822В.
Список литературы.
1.В.А.Аршинов, «Резание металлов и режущий инструмент»
М.: Москва, 1964г., с.544;
2.В.В.Данилевский «технология машиностроения»
М.: Высшая школа, 1984г., с.416;
3.В.А.Гопонкин « Обработка резанием, металлорежущий инструмент и станки»
М.: Москва, 1990г., с.448;
4.Н.Н.Чернов «Металлорежущие станки»
М.: Москва, 1988г., с.415;
5.Г.П.Мостальгин «Технология машиностроения»
М.: Москва, 1990г., с 288;
6.П.М.Шилов « Технология горного машиностроения»
М.: Москва, 1986г., с.224;
7.Г.П.Сальников «Технология машиностроения и конструкционные материалы»
М.: Киев, 1974г., с.320;
8.И.М.Кучер «Металлорежущие станки»
М.: Ленинград, 1970г., с.719.