Резьборежущий инструментРефераты >> Технология >> Резьборежущий инструмент
Все большее распространение получают самоконтрящиеся крепежные детали, предохраняющее резьбовые соединения от самопроизвольного развертывания в процессе эксплуатации.
Широко применяются винты, сами нарезающие резьбу в отверстиях сопряженных деталей непосредственно при сборке, а также разнообразные виды специального крепежа для труднодоступных мест, различные виды быстродействующего крепежа.
Образования резьбовых поверхностей.
При образовании резьбовых поверхностей образующая линия воспроизводится либо по методу копирования режущей кромки, либо по методу огибания, а винтовая направляющая линия - по методу копирования, геометрического и кинематического профилирования. Применение того или иного метода профилирования, как образующей, так и направляющей линий обусловливается формой обрабатываемой винтовой поверхности.
Формы винтовых поверхностей.
Выделим две наиболее распространенные формы винтовых поверхностей:
1. Архимедова винтовая поверхность (закрытая винтовая поверхность);
2. Эвольвентная винтовая поверхность (открытая винтовая поверхность).
Архимедова винтовая поверхность образуется прямой линией (рис.4 а), расположенной под углом ![]() в осевой плоскости, проходящей через ось вращения ОО
в осевой плоскости, проходящей через ось вращения ОО![]() .
.![]()
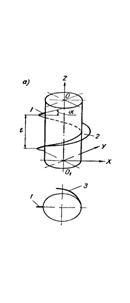
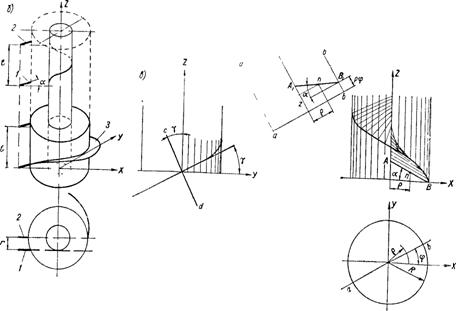
Рис.4. Винтовые поверхности.
При вращении вокруг оси ОО![]() и одновременном перемещении с равномерной скоростью вдоль оси линия 1 образует винтовую поверхность 2 с шагом t. В сечении плоскостью, перпендикулярной к оси, винтовая поверхность дает след 3, представляющий собой спираль Архимеда.
и одновременном перемещении с равномерной скоростью вдоль оси линия 1 образует винтовую поверхность 2 с шагом t. В сечении плоскостью, перпендикулярной к оси, винтовая поверхность дает след 3, представляющий собой спираль Архимеда.
Линия 1 является образующей линией архимедовой винтовой поверхностью; так как эта линия прямая, то ее легко произвести по методу копирования режущей кромки инструмента. Однако по условиям процесса резания я режущую кромку нередко приходится располагать в плоскости, перпендикулярной к винтовой линии, расположенной на цилиндре, диаметр которого равен среднему диаметру резьбы. След c-d рассматриваемой плоскости (рис.4 в) на плоскости YZ образует с осью Z угол![]() , равный углу подъема винтовой линии.
, равный углу подъема винтовой линии.
Кривая, которая получается в сечении архимедовой винтовой поверхности плоскостью, расположенной под углом ![]() , и которая является производящей линией имеет криволинейную форму. Величина отклонения производящей образующей линии зависит от величины угла
, и которая является производящей линией имеет криволинейную форму. Величина отклонения производящей образующей линии зависит от величины угла ![]() , параметра р и других факторов. При малом угле
, параметра р и других факторов. При малом угле ![]() и параметре р отклонение от прямой столь мало, что инструмент может быть выполнен с прямолинейной режущей кромкой. С увеличением
и параметре р отклонение от прямой столь мало, что инструмент может быть выполнен с прямолинейной режущей кромкой. С увеличением ![]() и р отклонения возрастают, что вызывает необходимость применения инструмента с криволинейной режущей кромкой, стоимость которого значительно возрастает. Указанные обстоятельства необходимо учитывать при выборе методов профилирования.
и р отклонения возрастают, что вызывает необходимость применения инструмента с криволинейной режущей кромкой, стоимость которого значительно возрастает. Указанные обстоятельства необходимо учитывать при выборе методов профилирования.
Эвольвентная винтовая поверхность (рис.4.б) образуется как след движения прямой 1, расположенной в плоскости, проходящей параллельно осевой линии на расстоянии r. При вращении прямой плоскость, в которой расположена образующая, остается все время касательной к цилиндру радиуса r. Этот цилиндр называется основным цилиндром. Эвольвентная винтовая поверхность получается в том случае, когда угол наклона образующей ![]() равен углу подъема винтовой линии на основном цилиндре.
равен углу подъема винтовой линии на основном цилиндре.
В сечении осевой плоскостью Эвольвентная винтовая поверхность оставляет след в виде кривой линии 2.
Эвольвентная винтовая поверхность называется открытой, так как в пределах основного цилиндра винтовая поверхность не образуется.
Существенное различие между архимедовой и эвольвентой винтовой поверхностями заключается в том, что к архимедовой винтовой поверхности нельзя провести касательную плоскость, а к эвольвентой винтовой поверхности можно. Поэтому архимедову винтовую поверхность нельзя обрабатывать инструментом, который контактирует с ней плоскостью, а эвольвентную винтовую поверхность можно обрабатывать подобным инструментом. Благодаря указанному обстоятельству оказывается возможным шлифовать эвольвентную винтовую поверхность торцом тарельчатого круга.
Архимедову винтовую поверхность имеют резьбы крепежных деталей, ходовых винтов, червяков червячных передач; резьбы многозаходных червяков обычно выполняют с эвольвентной винтовой поверхностью.
В ряде случаев применяют резьбы с переменным шагом, например винтовые поверхности подающих шнеков и другие, более сложные виды винтовых поверхностей.
Образование винтовых поверхностей при воспроизведении производящей линии по методу копирования режущей кромки.
Для воспроизведения образующей по методу копирования режущей кромки применяются различные инструменты: резцы, дисковые и пальцевые фрезы, дисковые и пальцевые шлифовальные круги (рис.5.).
При работе резцами режущая кромка может располагаться в осевой плоскости (рис.5а), при этом либо каждая из кромок резца 1 имеет свой передний угол, либо для каждой стороны витка используется свой инструмент.
а)
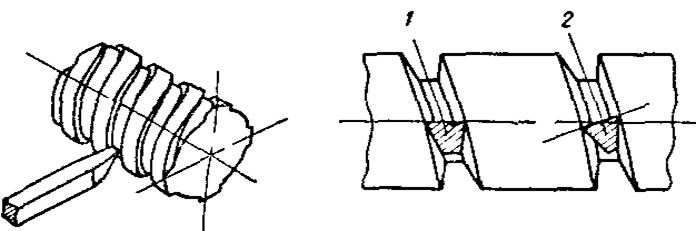
Рис.5а. Режущая кромка резца располагается в осевой плоскости.
Таким образом, получается теоретически правильная винтовая поверхность. Однако создание необходимой геометрии режущей части резца представляется затруднительным, поэтому в большинстве случаев пользуются вторым вариантом установки резца 2. Прямолинейные режущие кромки резца располагаются в плоскости, перпендикулярной винтовой линии, вследствие чего форма образующей в осевой плоскости оказывается искаженной.
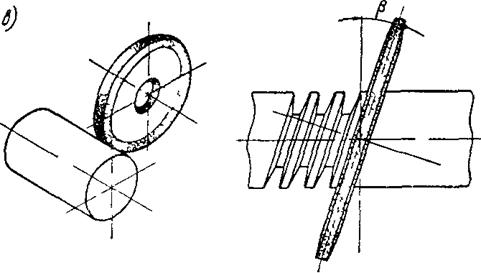
При фрезеровании резьбы дисковой фрезой (рис.5б.) нужно установить под углом подъема витков ![]() .
.
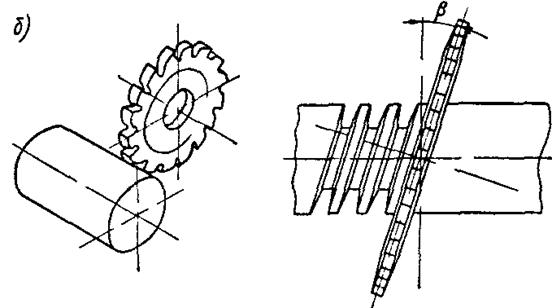
Рис.5б. Фрезерование резьбы дисковой фрезой.
В этом случае прямолинейные режущие кромки фрезы также располагаются в плоскости, наклоненной под углом![]() , и истинная форма архимедовой винтовой поверхности искажается.
, и истинная форма архимедовой винтовой поверхности искажается.
Аналогичное явление имеет место при шлифовании резьбы дисковым кругом (рис.5в.)