Резьборежущий инструментРефераты >> Технология >> Резьборежущий инструмент
2. С увеличением процентного содержания кобальта в твердом сплаве скорость съема металла возрастает.
З. С увеличением силы тока максимальная высота неровностей увеличивается.
4. С увеличением частоты генератора и уменьшением силы тока чистота поверхности возрастает.
5. С увеличением процентного содержания кобальтовой фазы в твердом сплаве износ электрода-инструмента уменьшается.
В процессе электроэрозионной обработки поверхностные слои обрабатываемого изделия сильно нагреваются и вследствие резкого охлаждения в поверхностных слоях происходят структурные изменения и появляются трещины. Глубина поврежденного слоя достает 12-З2 мк.
При электроэрозионной обработке использовался генератор ВГ-ЗВ, Iр принимали равным 5а, а чистоту 8 кгц. Одна гребенка при таких режимах обрабатывалась за 1,2-1,6 часа. После обработки на гребенке угол профиля получался больше угла на графитовом круге на 2—Зо, в результате чего угол профиля на графитовом круге корректировался. Чистота поверхности: Ra 2,5; 5.
После электроэрозионной обработки гребенки притирались на токарном станке. Чугунный притир, шаржированный алмазной пастой, растворенной в керосине с добавлением индустриального масла 12, приводился во вращение со скоростью 60 — 100 об/мин. Твердосплавная гребенка устанавливалась в специальное приспособление, которое зажималось в резцедержавке. На доводку гребенки притиром уходит 40—45 мин. После доводки чистота поверхности резьбовых канавок: Ra 0,32; 0,16. При притирке использовались алмазные пасты АП28П, АП14В в АП7В.
Электрохимическое нарезание резьбовых канавок алмазными кругами осуществлялось на станке «Акатон» кругами типа А2П на металлической связке М1 со 100 %-ной концентрацией алмаза (рис.15). Предварительная правка кругов осуществлялась на заточных станках абразивными кругами из карбида кремния зеленого, а окончательная — на станке «Акатон» током обратной полярности.
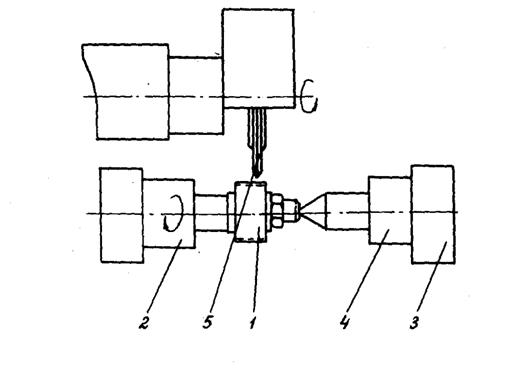
Рис.15. Схема нарезания резьбовых канавок на твердосплавных гребенках электрохимическим методом.
Резьбовая гребенка 1, установленная оправка 2 зажимается в приспособления 3 центром 4. В процессе работы отрицательным электродом является алмазный круг 5, а положительным — твердосплавная гребенка. Процесс протекает в электролите, который все время поступает в зону обработки.
Туда же подводится электрический ток. Происходит анодное растворение обрабатываемого материала, а роль алмазных зерен сводится к удалению продуктов растворения и зачистке резьбовых канавок.
Электрохимическое шлифование имеет следующие основные преимущества.
1. Большая производительность, в 10—15 раз превышающая производительность обычного алмазного шлифования.
2. Отсутствие на обрабатываемой поверхности трещин и повышение чистоты поверхности
3. Низкий удельный расход алмаза до 0,1—0,3 мг/г. Повышенная стойкость алмазных кругов, особенно острых кромок.
4. Возможность получить окончательную резьбовую канавку за один проход с чистотой поверхности Ra 0,36; 0,16.
Основным недостатком данного процесса является низкая точность обработки, которая зависит от величины алмазных зерен, интенсивности подачи электролита и его направления, а также от удельного давления алмазного круга на обрабатываемую деталь.
Испытания показали, что с уменьшением напряжения в технологической цепи чистота поверхности и точность обработки повышается. Круговая подача гребенок осуществлялась вручную.
Обработка плоскостей на твердом сплаве производилась электрохимическим методом на станке «Акатон».
Правка алмазного круга. При обработке резьбовых канавок на твердосплавных гребенках как электрохимическим, так и обычным методом происходит износ алмазного круга (потеря профиля, выкрашивание и дробление алмазных зерен) и засаливание режущей поверхности. Все это сказывается на производительности процесса, качестве и точности твердосплавного инструмента.
Разновидностью фрезерования резьбы можно считать способ скоростного нарезания специального нарезания резьбы специальной вращающейся резцовой головкой. На суппорт станка устанавливается головка с четырьмя твердосплавными резцами (рис.16), вращающимися от специального электродвигателя с большой (до 500 м/мин) скоростью. Центр вращения резьбовой головки О не совпадает с центром вращения заготовки О![]() , которая крепится в центрах станка и вращается с малым числом оборотов. За время одного оборота заготовки, резцы обработают заготовку на длине одного шага.
, которая крепится в центрах станка и вращается с малым числом оборотов. За время одного оборота заготовки, резцы обработают заготовку на длине одного шага.
Вращающимися головками нарезают неточные треугольные, трапецеидальные и прямоугольные резьбы. При обработке точных резьб после нарезания головкой необходимо калибрование другим резьбовым инструментом (например, чистовым стержнем резьбовым резцом). Резец во вращающейся головке, применяемой для нарезания метрической резьбы, оснащен пластиной из твердого сплава Т15К6. Передний угол ![]() =0…6
=0…6![]() ; задний угол по вершине 8
; задний угол по вершине 8![]() , а на боковых режущих кромках 6
, а на боковых режущих кромках 6![]() .
.
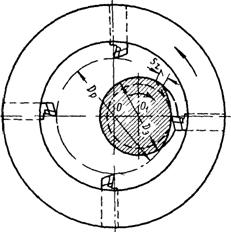
Рис.16.Обработка вращающимися головками.
Новый способ обработки резьбофрезерования.
Этот способ основан на фрезах системы TMS, для которого необходим фрезерный станок с одновременным программным управлением тремя осями (винтовой интерполяцией). Винтовая интерполяция представляет собой возможность перемещения точки по винтовой линии. Винтовое движения состоит из движения по кругу в плоскости и одновременного смещения в перпендикулярной плоскости. Перемещение из точки А в точку В (рис.17) и является такой комбинацией движения по кругу в плоскости XY и линейного перемещения по оси Z.
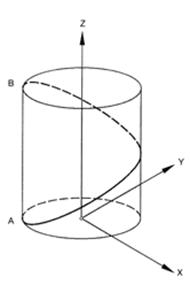
Рис.17. Винтовая интерполяция в плоскости.
При фрезеровании резьбы (рис.18) движение по кругу формирует диаметр резьбы (D), а линейное перемещение шаг (Р). Комбинация винтовой интерполяции с необходимым профилем пластины и обеспечивает все параметры резьбы.
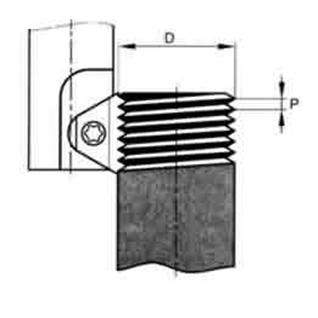
Рис.18. Винтовая интерполяция по кругу.
Таким способом можно обрабатывать внутренние и наружные, правые и левые резьбы. Различные резьбы получаются путем различных комбинаций направления вращения и подачи (рис.19).

Рис.19. Комбинации направления вращения и подачи.
Предпочтение надо отдавать попутному фрезерованию, которое обеспечивает более низкие усилия резания, лучшее стружкообразование, лучшее качество обработанной поверхности и большую стойкость инструмента. Для внутренней резьбы в глухих отверстиях также снижается опасность заклинивания фрезы из-за упора фрезы в лежащую в отверстии стружку. В то же время, при обработке закаленных поверхностей или труднообрабатываемых материалов иногда рационально применение встречного фрезерования. При выборе инструмента для фрезерования внутренней резьбы решающим является возможность выбрать наибольший диаметр фрезы для заданного диаметра отверстия. При применении фрез с двумя режущими кромками основное время сокращается вдвое. Применение фрез маленького диаметра также сокращает время обработки, улучшает охлаждение и отвод стружки, однако меньшая стабильность может привести к возникновению вибраций, особенно при обработке материалов высокой прочности. Предпочтение также нужно отдавать пластинам, имеющим длину режущей кромки больше, чем длина обрабатываемой резьбы, чтобы иметь возможность обработать резьбу за один оборот. Если это невозможно, то нужно обработать один оборот, сместить фрезу на несколько шагов резьбы и фрезеровать следующий оборот.