Резьборежущий инструментРефераты >> Технология >> Резьборежущий инструмент
Разработано техническое задание с эскизной проработкой на гамму из 3-х резьбофрезерных станков, у которой базовый станок полностью заменяет станок мод.5К63 и дает возможность нарезать резьбу, как охватывающими головками, так и фрезами внешнего касания.
Чистовая обработка резьбовых поверхностей.
Шлифование – процесс резания металлов при помощи абразивного инструмента, режущим инструментом которого являются зерна абразивных материалов.
Шлифование резьб применяют для повышения их точности. Его выполняют чаще всего после термической обработки заготовок. Резьбошлифование может быть наружным и внутренним, осуществляется на различных резьбошлифовальных станках. Существуют следующие способы шлифования резьбы:
1. Однопрофильным кругом;
2. многопрофильным кругом с продольным движением подачи;
3. Врезное;
4. Широким профильным кругом.
Шлифование однопрофильным кругом является универсальным и точным методом. Его применяют для изготовления метчиков, резьбовых пробок, резьбовых колец.
Многопрофильные круги, шлифующие резьбу с профильным движением подачи, имеют заходную конусную часть. В обработке участвуют все нитки шлифовального круга, что является преимуществом перед врезным шлифованием, так как увеличивает производительность.
В массовом производстве успешно применяют высокопроизводительный метод шлифования резьбы – бесцентровочное шлифование.
Шлифование резьбы производится на резьбошлифовальных станках.
Резьбошлифовальные станки – этометаллорежущие станки, на которых осуществляют окончательную обработку резьбы шлифовальными кругами.
При обработке резьбы на резьбошлифовальном станке деталь и инструмент совершают несколько взаимных движений:
· вращается вокруг своей оси инструмент (главное движение);
· вращается заготовка (круговая подача);
· прямолинейно перемещается круг или заготовка за 1 оборот на расстояние, равное шагу резьбы (продольная подача);
· перемещается круг в поперечном направлении относительно заготовки (поперечная подача).
Резьбошлифовальные станки работают:
· однониточным кругом в одну сторону (самый точный, но малопроизводительный метод) и в обе стороны (с использованием прямого и обратного хода);
· многониточным кругом на проход (более производительный метод) и на врезание с поперечной подачей (самый производительный метод).
Резьбошлифовальные станки бывают:
-универсальные (для обработки резьб на большой длине);
-полуавтоматические и специальные.
Самые распространённые резьбошлифовальные станки – универсальные, на которых шлифуют цилиндрическую и коническую резьбу резъбоизмерителъных инструментов (резьбовые пробки и кольца) и резьбообрабатывающих инструментов (метчики, круглые плашки, резьбовые фрезы), а также обрабатывают червячные фрезы, точные червяки, винты и т. д. Резьбошлифовальные станки обычно оборудованы
автоматическим прибором для правки шлифовальных кругов. На резьбошлифовальном станке резьба с шагом до 2мм образуется непосредственно на гладкой заготовке, а свыше 2мм – шлифуется после предварительного нарезания.
В машиностроении чаще применяют универсальные резьбошлифовальные станки отечественного производства модели 5К822В (рис.27). Эти станки предназначены для шлифования различного рода резьбовых изделий типа ходовых винтов, накатных роликов, калибров и т.д., а также обеспечивают точность резьбы по среднему диаметру до 0,001мм, отклонение шага резьбы на 100мм длины до 0,01мм.
Шлифование на станке ведется однониточным и многониточным кругом с ходом стола в одну или обе стороны.
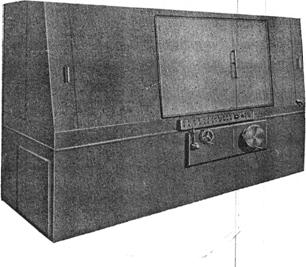
Рис. 27. Резьбошлифовальный станок
модели 5К822В
В настоящее время известны следующие способы правки алмазных кругов /2,3,4/:
а) предварительная правка абразивными кругами и брусками на заточных станках;
б) правка абразивными кругами на резьбошлифовальном станке при помощи специального приспособления;
в) правка кругов током обратной полярности.
Наилучшие результаты были достигнуты при правке обратным током, так как при этом методе не засоряется абразивом электролит и лучше оголяются зерна. Недостатком является сравнительно большой расход алмаза.
Электроэрозионная обработка резьбовых канавок на гребенках велась на шлифовальном станке мод. 3151, специально модернизированном с учетом этого метода. Модернизация заключалась в оснащении станка источником постоянного тока, регулятором напряжения, токопроводящим устройством и изоляцией обрабатываемого изделия от массы станка.
Контрольные измерения резьбовых поверхностей.
Так как наиболее часто резьбу нарезают в гайках и болтах, то точность определяется точностью исполнения основных элементов резьбы болта и гайки: наружного диаметра. Среднего диаметра, внутреннего диаметра, шага, угла профиля. Контроль резьбы болта и гайки можно произвести комплексным методом по всем элементам одновременно или поэлементно с помощью калибров или специальных приспособлений. Для точных резьб и калибров обычно применяют поэлементную проверку резьбы на приборах.
Наиболее простым является контроль наружного диаметра болта и внутреннего диаметра гайки. Эти элементы измеряют гладкими скобами и пробками, а также с помощью микрометра или штангенциркуля. Но еще контроль наружной резьбы осуществляют комплексным методом резьбовыми кольцами или скобами. При комплексном методе измеряют приведенный средний диаметр резьбы, который состоит из собственно среднего диаметра и диаметральных компенсаций погрешностей шага и угла профиля.
Кольца могут быть регулируемыми. Проходное резьбовое кольцо должно свободно навинчиваться на проверяемый болт, а проходная сторона резьбовой скобы – свободно проходить через резьбу под действием собственного веса. Непроходное резьбовое кольцо может навинчиваться на проверяемый болт не более чем на два оборота. Непроходная сторона резьбовой скобы может только «закусывать» контролируемый профиль резьбы. При необходимости измерения среднего диаметра, шага и угла профиля метрической резьбы применяют универсальный или инструментальный микроскоп.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Д ля измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
Для измерения среднего диаметра резьбы применяют вставки, которые касаются боковыми гранями боковых сторон профиля резьбы вблизи от среднего диаметра. Эти вставки выполняют с укороченным профилем. Вставки могут поворачиваться в опорах измерительных пяток и самоустанавливаться относительно наклонной части профиля резьбы.
У резьбового микрометра с интервалом измерений 0…25мм проверку правильности отсчета производя, сводя обе вставки до упора.