Разработка технологического процесса упрочнения кулачка главного вала с использованием лазерного излученияРефераты >> Металлургия >> Разработка технологического процесса упрочнения кулачка главного вала с использованием лазерного излучения
В армко-железе в результате воздействия излучения лазера на СО2 на неподвижный образец в слое толщиной до 0,55 мм наблюдается измельчание зерна до размеров 10 – 15 мкм, проходящее наиболее в слое глубиной до 0,35 – 0,55 мм. В областях, прилегающих к кратору встречаются крупные зёрна. Измельчание зёрен является следствием процессов аустенизации в условиях разогрева и последующего распада аустенита при охлаждении, при этом возникают различные скорости зарождения и роста зёрен феррита, что обусловдено, по видимому, разными размерами зёрен аустенита, образующихся в непосредственной близости к жидкой фазе и удалении от неё.
Микротвёрдость армко-железа Нm ≈ 4000 мПа. Следует отметить, что фронт расплавлений выражен не чётко.
В зонах длительного воздействия излучения лазеров на СО2 все исследованные сплавы железа в верхней части, а иногда и за слоем пористого расплава наблюдается так называемый шлаковый слой, состоящий приемущественно из окислов железа и других продуктов химико-термического взаимодействия непрерывного излучения со сплавами в атмосфере воздуха и растворённых в металле газов.
При облучении малоуглеродистой стали в зоне воздействия наблюдается крупнозернистая видманштетова структура с микротвёрдостью, существенно не отличающейся от исходной.
В образцах из стали 45 с исходной структурой, состоящей из перлитных зёрен с ферритными прослойками, вследствие длительного воздействия непрерывного излучения с длинной волны λ = 10,5 мкм образовался наряду со шлаковым, слой расплавленного и пористого металла толщиной до ~ 75 мкм. Этот слой и прилегающие к нему участки стали существенно обезуглерожены. В структуре стали наблюдается мартенсит, количество которого увеличивается с удалением от кратера. На глубине 300 – 400 мкм расположен полностью закалённый слой, далее – слой, закалённый не полностью.
В предварительно закалённых образцах из стали 45 образовался слой толщиной ~ 400 мкм, состоящий из обезуглероженной зоны на поверхности и вторично закалённой внутри, причём здесь мартенсит более мелкоигольчатый, чем в матрице. Далее располагается зона отпуска с продуктами распада мартенсита.
Структурные изменения в образцах из нормализованной и предварительно закалённой стали У8 во многом аналогичны изменениям структуры в образцах из стали 45 с тем лишь отличаем, что в предворительно закалённой стали У8 в зоне закалки, примыкающем к расплаву наблюдается значительное растравливание границ зёрен. Отметим, что в обезуглероженных зонах имеет место разупрочнение. Так в стали У8 твёрдость в этих зонах примерно в 2 раза меньше, чем в исходной структуре.
В образцах из стали ХВГ структурные изменения подобны изменениям в образцах из стали У8, с той лишь разницей, что в закалённом слое, как и в закалённой матрице, наблюдаются периоды округлой формы. Также четко видна столбчатая структура ранее расплавленного слоя.

|
Рассмотрим результаты исследований сплавов на основе железа после обработки движущимся лучом мощных лазеров на СО2. Исследовали образцы из сталей 20, 45, У8, У12 после обработки их лучом лазера на СО2 с мощностью излучения до 1 кВт. Скорость перемещения образцов изменялась в диапазоне 0,4 – 0,6 м/мин. Плотность потока в зоне обработки изменялась в пределах 5·103 - 2·105 Вт/см2. Области обработки состоят из четко выраженных слоев, отличающихся друг от друга степенью полноты фазовых превращений.
В первом слое температура стали превышает верхнюю критическую точку Ас3 или Асm для доэвтектоидных и заэвтектоидных сталей, соответственно превышала температуру плавления стали. Микростуктура этого слоя – мартенсит.
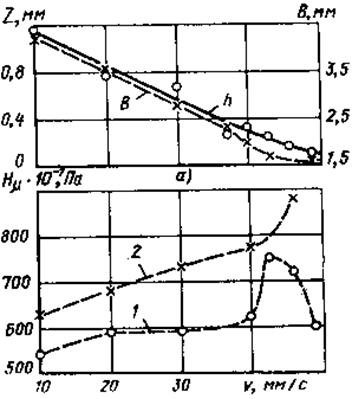
Второй слой соответствует нагреву в межкритическом интервале температур, здесь имеет место неполная закалка. Для доэвтектоидных сталей она дает вследствие сохранения ферритных зерен пониженную твердость в сравнении с первым слоем. Для заэвтектоидных сталей твердость второго слоя выше, чем первого. Это объясняют присутствием цементита в высокодисперсном виде, который дополнительно упрочняет сталь. Твердость в зоне (Рис. 7) обработки стали 20 достигает 7500 мПа при перемещении образцов с v = 0,6 – 1,8 м/мин, чего нельзя достичь обычной закалкой. При этом глубина зоны упрочнения равна 500 мкм.
В образцах из стали У12 во второй зоне, зоне термического влияния, наблюдается неоднородность структуры, что подтверждается пониженной травимостью участков, расположенных на месте сетки вторичного цементита. Указанные участки характеризуются увеличенным количеством аустенита. Анализ кривых распределения твёрдости в образцах из сткли У12 показывает, что минимальной скорости перемещения образца твёрдости первого и второго слоёв зоны близки, тогда как пи более высоких скоростях твёрдость второго слоя заметно выше. Это обстоятельство определяется более равномерным распределением углерода в аустените за более длительное время лазерного нагрева. Твёрдость мартенсита при содержании углерода до 0,6% линейно зависит от последнего и практически не зависит от него при большом количестве углерода в стали.
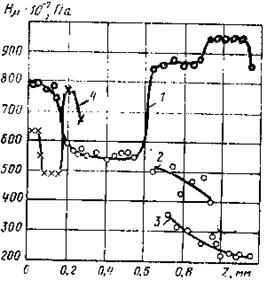
Исследовали образцы из стали 35 с исходной ферритно-перлитной структурой. После воздействия излучения лазера на СО2 обработка сопровождается оплавлением поверхности до скорости 2,4 м/мин, а при скоростях перемещения образцов ~ 2,6 м/мин и более оплавления не наблюдается. Зона лазерного воздействия при скоростях перемещения образцов 0,6- 1,8 м/мин состоит из четырёх слоёв. Первый, оплавленный слой характеризуется пониженной травимостью и микротвёрдостью Нм = 8 000 мПа, превышающей твёрдость стали в исходном состоянии в 4 раза. Микроструктура этого слоя представляет собой мартенсит и некоторое количество остаточного аустенита. Во втором слое микроструктура – мартенсит с иглами размером в 2 – 4 раза большим, чем в первом. Третий слой – зона не полной закалки со структурой из мартенсита, троостита, феррита. Четвёртый слой также является зоной неполной закалки, однако отличается от третьего полным отсутствием троостита, наличием ферритной сетки и более высокой твёрдостью.